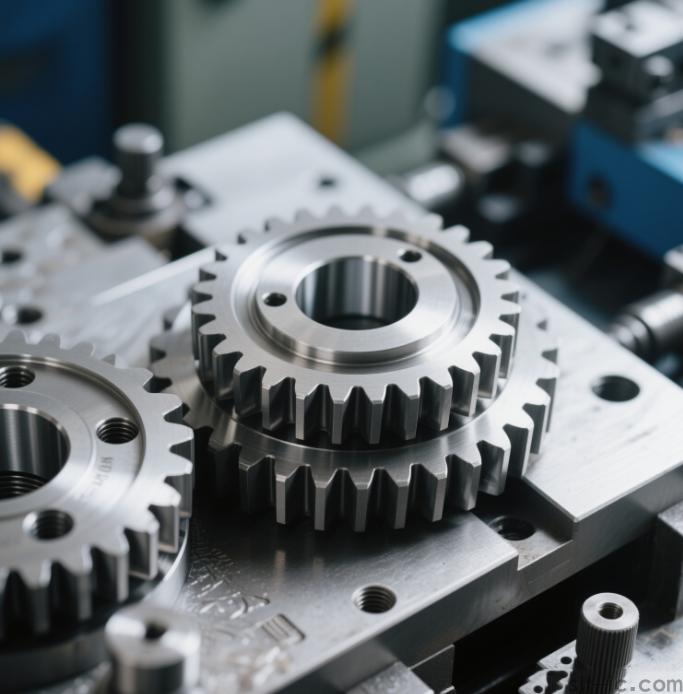
CNC Dişli İşleme Süreci Adımları
Kısacası, dört adımı takip eder: Kaba İşleme Son İşleme Isıl İşlem Parlatma!
1. İlk olarak, dişli boşluğunun (kaba işleme) pürüzlü konturunu öğütmek için bir torna kullanın ve az miktarda işleme ödeneği bırakın.
2. Ardından, meshing doğruluğunu sağlamak için diş profilini rafine etmek için bir son freze kesici kullanın.
3. Sertliği artırmak için söndürme gibi ısıl işlem yapın.
4. Son olarak, yüzey pürüzlülüğünü azaltmak için parlatma yapın.
Bir ipucu: İnce duvarlı dişliler için, dış dişleri rafine etmeden önce iç deliği makineye alın; aksi takdirde, takım titreşimi ve diş yontma eğilimli olur!
CNC İşlenmiş Dişli Maliyeti Ne Kadar?
Maliyet malzemeye, hassasiyete ve üretim hacmine bağlıdır!
- Tek bir sıradan çelik dişli genellikle 200-500 RMB 'ye mal olur ve seri üretim için birim fiyat 100 RMB' nin altına düşürülebilir.
- Yüksek hassasiyetli helisel dişliler, 5 eksenli CNC makineleri gerektirdikleri için her biri 1.000 RMB 'nin üzerine mal olabilir.
İşte bir örnek: 2 modüllü ve 0,05 mm toleranslı bir çelik dişli için, 100 parçalık bir parti için birim fiyat yaklaşık 120 RMB 'dir. Yüzey nitrürleme işlemi eklenirse, ek bir% 20 maliyet ortaya çıkacaktır.
Küçük parti üretim için, 3D baskı daha uygun maliyetlidir; CNC işleme, büyük parti üretimi için daha uygundur!
Küçük Boy Dişliler için CNC İşleme Parametreleri
- Mil hızı: 3000-5000 rpm
- Besleme hızı: 0,1 mm / diş
Küçük boyutlu dişliler için (örneğin, modül < 1), diş ekstrüzyonunu önlemek için küçük çaplı freze kesiciler kullanın. Önerilen parametreler aşağıdaki gibidir:
- Kaba işleme: Hız = 3000 rpm, Besleme hızı = 0,15 mm / diş, Kesme derinliği = 0,5 mm
- Son işleme: Hız = 5000 rpm, Besleme hızı = 0,05 mm / diş, Kesme derinliği = 0,1 mm
Anahtar nokta: Yeterli bir kesme sıvısı kaynağı sağlayın; aksi takdirde alet hızla yıpranır ve diş yüzeyi etkilenir!
CNC Dişli İşleme Hassas Kontrol
Çekirdek, takım telafisi ve makine kalibrasyonunda yatmaktadır! Hassasiyet sorunları genellikle aşağıdaki nedenlerden kaynaklanır:
1. Takım aşınması: İşlenen her 20 iş parçasında kesme kenarını kontrol edin.
2. Gevşek sıkma: Hidrolik kelepçeler, mekanik kelepçelerden daha fazla stabilite sağlar.
3. Termal deformasyon: İşleme sırasında yarıda soğumak için makineyi 10 dakika duraklatın.
Kişisel test sonucu: Makinenin konumlandırma doğruluğunu, toleransı doğrudan 0,01 mm 'ye kadar azaltabilen bir lazer kalibratörle düzenli olarak ölçün!
Söndürülmüş Dişlilerin CNC İşlenmesi İçin Önlemler
Söndürmeden sonra, dişli, işlemeyi bitirmeden önce tavlamaya tabi tutulmalıdır! Doğrudan frezeleme sadece kolayca diş çatlamasına neden olmakla kalmaz, aynı zamanda ciddi takım parçalamalarına (tanınmaz hale gelene kadar) yol açar.
Doğru sıra: Kaba İşleme Söndürme Tavlama Son İşleme İkincil Parlatma.
Yağ bazlı kesme sıvısı kullanın; su bazlı sıvı, söndürülen tabakayı kırılgan hale getirme eğilimindedir. Ek olarak, ince dişliler için önce stres giderme yapın (örneğin, yaşlanma tedavisi); aksi takdirde, deformasyon o kadar şiddetli olacaktır ki sinir bozucu!
Kişisel İçgörü
Dişliler için CNC işleme gerçekten verimlidir, ancak yeni başlayanlar genellikle hatalar yapar - örneğin, parametreleri rastgele ayarlayarak zımpara kağıdı kadar pürüzlü bir diş yüzeyine neden olur!
Aslında, kullanıcı ihtiyaçlarını belirlemek için uzun kuyruklu anahtar kelimelere daha fazla dikkat etmek ("CNC dişli işleme takımı kırılması için çareler" gibi) doğru trafik getirebilir ve iyi sıralamayı kolaylaştırabilir. Programlamadan bir dahaki sefere, kullanıcıların nasıl soru sorduğunu arayın; kesinlikle düşüncenizi genişletecektir! ✨
İhtiyacınız varsa, sınır ötesi iletişimde veya belge okumada referans almanızı kolaylaştırmak için temel CNC dişli işleme terimlerinin İngilizce-Çince karşılaştırma tablosunu düzenlemenize yardımcı olabilirim.
 Turkish
Turkish » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque