English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Selam, makine arkadaşları ve atölye tutkunları! Hiç bir kılavuz burç için bir CNC işi kurmak ve yürütmek için saatler harcadınız, sadece son parçanın doğru uymadığını veya çok hızlı yıprandığını bulmak için mi? Bu sinir bozucu, değil mi? Parçanın sorunsuz çalışma için kritik olduğunu biliyorsunuz, ancak mükemmel hale getirmek gizli bir sanat gibi geliyor. Yalnız değilsin. Gerçek şu ki, bir kılavuz burç gibi basit görünümlü bir parçanın işlenmesi, projenizi oluşturabilecek veya bozabilecek küçük ayrıntılarla doludur. Bu temel bileşenleri yaparken gerçekten dikkat etmeniz gerekenleri parçalayalım.

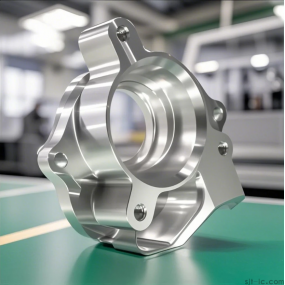
Bir Kılavuz Burçla Tam Olarak Ne Başarmaya Çalışıyoruz? "Nasıl" a dalmadan önce, "neden" konusunda net olalım. Bir kılavuz burç, herhangi bir metal halkası değildir. Ana işi, başka bir parçayı (bir şaft veya alet gibi) aşırı hassasiyet ve minimum yalpalama ile yönlendirmektir. Sabit hareket ve basıncı kaldıracak kadar yuvarlak, pürüzsüz ve sert olması gerekir. Yani, onu işlemekten bahsettiğimizde, sadece bir tüpte bir delik açmıyoruz; diğer her şeyin sorunsuz çalışmasını sağlayan yüksek hassasiyetli bir arayüz oluşturuyoruz. Bu temel kapalıysa, tüm montaj zarar görür.

İşleme Sırasında Dikkat Edilmesi Gerekenler Tamam, işte onun eti. Zamanımda birkaç tanesini mahvettim, bu yüzden hatalarımdan ders alın!
1. Malzeme Seçimi Savaşın Yarısıdır: Sadece kalan stoğu almayın. Seçtiğiniz malzeme doğrudan aşınma ve yıpranmayı etkiler. Sertleştirilmiş çelik, dayanıklılığı için yaygın bir tercih olsa da, özel tip burcun kullanım ömrü için çok önemlidir. Çok yumuşak bir malzeme kullanmak hızlı deformasyona yol açacaktır.
2. Isı Canavarını evcilleştirmek: Bu büyük bir şey. Kesme ve taşlama sırasında ısı birikir. Çok fazla ısı malzemeyi yumuşatabilir veya hatta mikroskobik çatlaklara neden olarak parçanın sertliğini ve boyutsal kararlılığını bozabilir. İyi bir soğutucu kullanmak sadece bir öneri değildir; kalite kontrolü için bir gerekliliktir.
3. İç Çap (ID) Kraldır: Açıkçası, iç delik en kritik özelliktir. Büyüklüğü, yuvarlaklığı ve yüzey kalitesi her şeydir. Kaba veya yuvarlak olmayan bir delik sürtünmeye, ısıya ve erken arızaya neden olur. Honlama veya ince delme yoluyla ayna benzeri bir yüzey kaplaması elde etmek, sorunsuz çalışma için tartışılmaz.
Tutarlı Sonuçlar İçin Gitme Sürecim Yıllar boyunca, benim için çalışan bir rutine yerleştim. Basit görünebilir, ancak adımları atlamak, sorunun başladığı yerdir.
Adım 1: Pürüzden Çıkarma: Çubuk stoğundan temel şekli keserek başlıyorum, etrafa biraz ekstra malzeme bırakıyorum. Bu, verimli bir şekilde yığın çıkarmakla ilgilidir.
Adım 2: Yüzleşme ve Merkezleme: Uçların tamamen düz ve kare olduğundan emin oluyorum. Ardından, ilk pilot deliği dikkatlice deliyorum. Sonraki tüm işlemler buna bağlı olduğu için bu deliği mükemmel bir şekilde merkeze almak çok önemlidir.
Adım 3: Mükemmelliğe Sıkıcı: Sihrin gerçekleştiği yer burasıdır. İç çapı yavaşça son boyutuna getirmek için ince bir sıkıcı alet kullanıyorum. Hafif geçişler alıyorum ve sürekli göstergelerle kontrol ediyorum. Buradaki hedef, mükemmel yüzey kalitesi ve boyutudur.
Adım 4: Dışarıyı Bitirmek: Kimlik mükemmel olduğunda, dış çapı (OD) son boyutuna çevirerek kimlikle eşmerkezli olmasını sağlıyorum. Bu eşmerkezlilik, burcun takıldıktan sonra sallanmayacağını garanti eden şeydir.

Toleranslar Üzerine Kişisel Bir Düşünce Hepimiz sıkı tolerans çağrılarına sahip planlardan çalışıyoruz, değil mi? Bazen, spesifikasyonun sınırına doğru itmek caziptir. Ama işte benim iki sentim: tolerans aralığının ortasına doğru çekim yapmak genellikle size daha sağlam bir parça verir. Sıcaklık veya malzemedeki küçük varyasyonları hesaba katar ve burcu gerçek dünyada daha affedici hale getirir. Mutlak sınırı kovalamak denetim raporunda iyi görünebilir, ancak gerçek dünya koşullarına yer bırakmayabilir. Bununla birlikte, ben bir mühendis değilim, bu nedenle her senaryoda hassasiyet ve performans arasındaki tam denge, hala öğrendiğim karmaşık bir konudur.
❓ Ama Peki ya Sert Tornalama? "Sert tornalama" - sertleştirilmiş çeliği doğrudan işlemek hakkında bir şeyler duymuş olabilirsiniz. Kulağa verimli geliyor, değil mi? İşleme sonrası ısıl işlem adımını atlayın. Teknoloji kesinlikle ilerlemiş olsa da, burada hala biraz eski kafalıyım. Süreç, sert, kırılgan malzemeye zarar vermemek için inanılmaz derecede sert makineler ve özel aletler gerektirir. Çoğu dükkan için, ısıl işlemden sonra taşlama, yüksek hacimli üretim için hala daha güvenli bir bahis olabilir. Yine de büyüleyici bir alan ve en iyi seçim, büyük ölçüde özel ekipmanınıza ve parça gereksinimlerinize bağlı olabilir.
İşte burada. Bu sadece programı çalıştırmakla ilgili değil; malzeme, ısı ve her kesimi düşünmekle ilgili. Bu ayrıntılara dikkat etmek, iyi bir kılavuz burcu harika olandan ayıran şeydir. Umarım bu bir sonraki işleme maceranızda size yardımcı olur!