English
English Spanish
Spanish French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

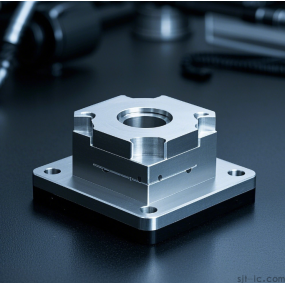
مهلا ، عندما يتعلق الأمر بالقطع باستخدام الحاسب الآلي ، لماذا تسعة من أصل عشرة مصانع تستخدم سبائك الألومنيوم ؟ في البداية ، اعتقدت أيضًا أن هذه المادة كانت ناعمة وسهلة التعامل معها ، ولكن بمجرد وضعها على الماكينة ، ظهرت مشاكل مثل التصاق الأداة والحافة المبنية والأبعاد غير المستقرة... كان محبطا حقا! ولكن إذا كان بعض الأصدقاء يريدون نتائج تصنيع سريعة وعالية الجودة ، فماذا يفعلون ؟ اليوم ، يجب أن أشارك النصائح العملية التي أستخدمها غالبًا لتجنب هذه المزالق مع الجميع!

أولا ، دعونا نتحدث عن ما هو خاص جدا حول سبائك الألومنيوم. انها خفيفة الوزن ، لديها قوة جيدة ، ومقاومة للتآكل ، لذلك انها تستخدم على نطاق واسع في الفضاء والأجهزة الإلكترونية. ومع ذلك ، فإن مشكلة "التصاق أداة" أثناء بالقطع هو مزعج حقا - لأن الألومنيوم لينة ولها نقطة انصهار منخفضة (حوالي 660 ℃) ، الأداة تميل إلى الحصول على لزجة عندما تكون سرعة دوران بطيئة. وفيما يلي مقارنة بين خصائص الآلات لنماذج سبائك الألومنيوم الشائعة:
| نموذج | قوة الشد (مبا) | صلابة (هب) | صعوبة الآلات | سيناريوهات قابلة للتطبيق |
| ------ | ---------------------- | ------------- | -------------------- | ----------------------------- |
| 6061 | حوالي 310 | 60-150 | ⭐⭐ | الأجزاء الهيكلية ، العلب |
| 7075 | حوالي 570 | 60-150 | ⭐⭐⭐⭐ | الفضاء ، الأجزاء عالية الضغط |
| 5052 | حوالي 230 | 60-150 | ⭐ | مكونات ذات متطلبات مقاومة عالية للصدأ |
كما يتضح من الجدول ، على الرغم من أن 7075 يتمتع بقوة عالية ، إلا أن صعوبة التشغيل أكبر بكثير أيضًا! لقد تعلمت هذا بالطريقة الصعبة - عندما استخدمت أدوات فولاذية عادية عالية السرعة لآلة 7075 ، كان تآكل طرف الأداة سريعًا بشكل مرعب. في وقت لاحق ، تحولت إلى أدوات كربيد الأسمنت لتحقيق الاستقرار في العملية ، وكان من الضروري استخدام سرعات دوران عالية (يوصى باستخدام 3000-10000r / min) جنبًا إلى جنب مع تبريد الكيروسين ؛ خلاف ذلك ، سيحدث التصاق الأداة في دقائق.
لذا فإن السؤال هو ، كيف تختار الأدوات والمعلمات المناسبة ؟ أعتقد أن هذه الحيل الثلاث عملية للغاية:
1. لا تبخل على الأدوات: استخدم كربيد الأسمنت كقاعدة ؛ للأجزاء ذات متطلبات السطح العالية ، حتى الطلاء الماسي ضروري!
2. لا تتردد في زيادة سرعة الدوران: الألومنيوم لا يخاف من السرعات العالية - السرعات العالية يمكن أن تقلل من الحواف المتراكمة.
3. ضمان التبريد الكافي: هناك حاجة إلى الحد الأدنى من كمية التشحيم (MQL) أو سوائل القطع المخصصة لسبائك الألومنيوم ؛ في بعض الأحيان لا يكفي تبريد الهواء!
بالمناسبة ، الأجزاء ذات الجدران الرقيقة أكثر إشكالية - فهي تميل إلى التشوه عندما تكون قوة القطع كبيرة جدًا. أسلوبي هو استخدام أعماق القطع الصغيرة مع تمريرات متعددة ، والتحكم في عمق القطع المحوري (a) بين 0.5 و 2 مم ، واستخدام التركيبات للدعم الإضافي. أيضًا ، انتبه إلى مسار الأداة عند البرمجة لتجنب تركيز الحرارة في منطقة واحدة!
أخيرًا ، دعنا نشارك بعض الخبرة: لقد لاحظت أن العديد من المصانع ، من أجل توفير التكاليف ، تستخدم سرعات دوران منخفضة وتغذية كبيرة لإجبار سبائك الألومنيوم على الماكينة... نتيجة لذلك ، يكون ارتداء الأداة سريعًا ، ونوعية السطح رديئة ، ووقت إعادة العمل أطول من وقت المعالجة! الطريقة الحقيقية لتوفير المال هي مطابقة العملية مع المادة - على سبيل المثال ، يمكن استخدام أدوات فولاذية عالية السرعة لـ 6061 ، لكن الكربيد الأسمنتي أمر لا بد منه لـ 7075. لذلك ، فإن اختيار الطريقة الصحيحة أهم بكثير من توفير المال بشكل أعمى!