English
English Spanish
Spanish French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

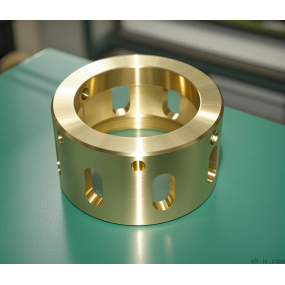
1. أداة اختيار المسائل ل التخشين النحاس الشغل
يعرف أي شخص لديه خبرة في CNC أن مرحلة التخشين لها تأثير كبير على الكفاءة. عند تخشين قطع العمل النحاسية ، حاول تجنب استخدام أدوات فولاذية عالية السرعة (HSS) قدر الإمكان - فهي تبلى بسرعة ، ولا يمكنك تشغيلها بسرعات عالية أيضًا. بدلاً من ذلك ، تعتبر قواطع الطيران أو أدوات الكربيد أكثر فعالية من حيث التكلفة هنا: فهي أكثر متانة ويمكنها التعامل مع أعماق القطع الأكبر. ببساطة ، اختيار الأداة المناسبة يجعل العمل أسهل ويوفر الكثير من الوقت الذي يقضيه في تغيير الأداة!
2. الطبقات بالقطع ضروري ل الشغل النحاس طويل القامة
عند التعامل مع قطع العمل النحاسية الطويلة ، لا تحاول تصنيعها من أعلى إلى أسفل باستخدام أداة واحدة! النهج المستقر والموثوق به هو الآلات ذات الطبقات - باستخدام أدوات ذات أطوال مختلفة لتخشين قطعة الشغل تدريجياً. لا تمنع هذه الطريقة اهتزاز الأداة والثرثرة فحسب ، بل تضمن أيضًا بدل تصنيع موحد لكل طبقة. هذا منطقي ، أليس كذلك ؟
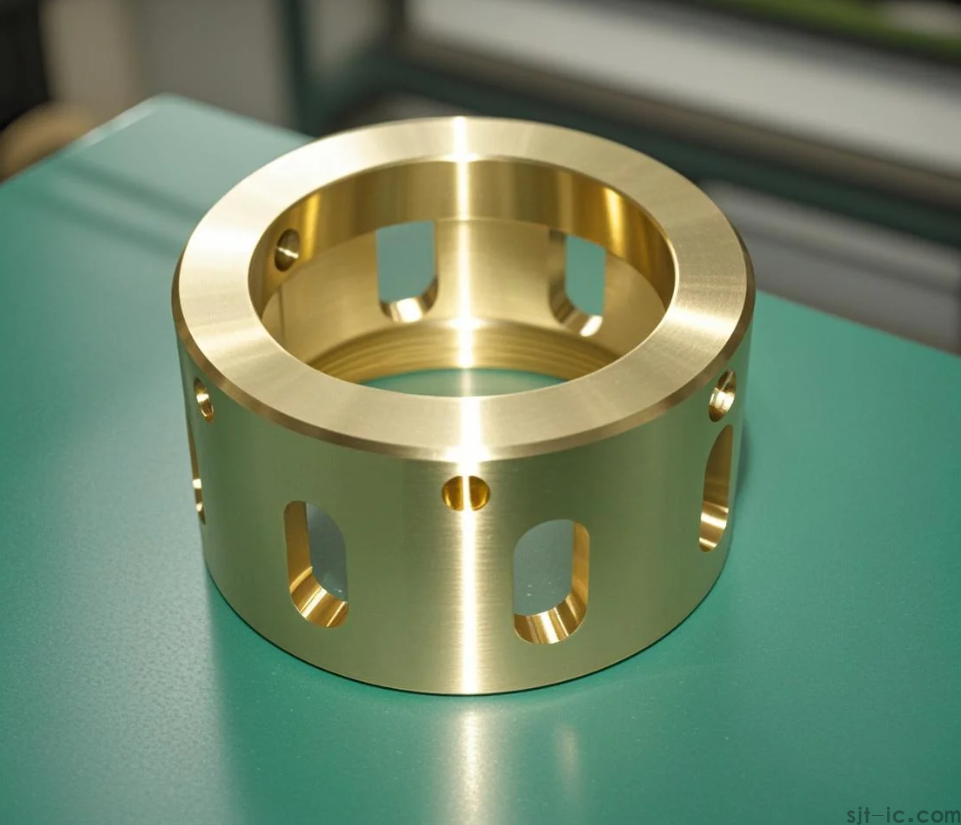
3. المطاحن المسطحة هي الخيار الأول لتصنيع الأسطح المسطحة
عند تصنيع الأسطح المسطحة ، تذكر استخدام المطاحن المسطحة بدلاً من المطاحن ذات النهاية الكروية. تحتوي المطاحن المسطحة على منطقة اتصال أكبر ، مما يضمن قطعًا أكثر استقرارًا وكفاءة أعلى بكثير. من ناحية أخرى ، تعتبر المطاحن ذات النهاية الكروية أكثر ملاءمة لتصنيع السطح المنحني. من وجهة نظر المحرر ، يتعلق الأمر بـ "كل أداة تقوم بعملها الخاص": بهذه الطريقة ، تلعب كل أداة دورها الأقصى ، كما توفر الكثير من وقت المعالجة!
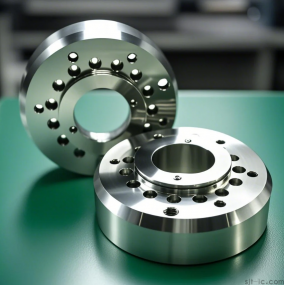
4. لتنظيف الزاوية: قياس نصف القطر أولا قبل القطع
تنظيف الزاوية على الأقطاب النحاسية مهمة حساسة. قبل تنظيف الزوايا ، يجب عليك أولاً التحقق من حجم نصف قطر الزاوية (R-radius). بعد ذلك ، حدد مطحنة نهاية الكرة بالحجم المناسب بناءً على نصف القطر هذا. إذا اخترت أداة كبيرة جدًا ، فلن تتمكن من تنظيف الزوايا جيدًا ؛ إذا كانت الأداة صغيرة جدًا ، فسوف تنكسر بسهولة - مما يؤدي إلى إضاعة الوقت والمواد. لذا ، فإن أخذ دقيقة إضافية للقياس لن يخطئ أبدًا!
5. الاستفادة الجيدة من أدوات مدبب لكفاءة عالية على ميزات مدبب
إذا كانت قطعة العمل تحتوي على تناقص تدريجي لعدد صحيح (على سبيل المثال ، بعض دبابيس تحديد المواقع أو الزعماء الأسطوانيين مع تناقص تدريجي) ، فلا تتردد - استخدم أداة مدببة مباشرة للتشغيل الآلي. توفر هذه الطريقة كفاءة عالية ودقة جيدة ، مما يوفر لك الكثير من المتاعب. لاحظ المحرر أن بعض الأشخاص يحاولون دائمًا الاكتفاء بالأدوات العادية ، لكن هذا ينتهي به الأمر إلى قضاء المزيد من الوقت. لماذا تمر بهذه المتاعب ؟
الرؤى الشخصية والتوصيات:
تواجه الآلات النحاسية CNC تحديين رئيسيين: المادة ناعمة وعرضة للالتصاق بالأدوات. فيما يلي بعض النصائح للتشغيل:
- سرعة المغزل ومعدل التغذية: النحاس لديه ماشينابيليتي جيدة ، حتى تتمكن من زيادة معتدلة كل من سرعة المغزل ومعدل التغذية.
- حجز فجوة الشرارة: عند تشغيل أقطاب النحاس ، قم بتعيين فجوة الشرارة (البدل المحجوز) بشكل صحيح. بالنسبة للأقطاب الكهربائية الخشنة ، تكون الفجوة عادة 0.2-0.5mm ؛ من أجل الانتهاء من الأقطاب الكهربائية ، انها 0.05-0.15mm.
- التسامح و Stepover: من أجل الانتهاء من أقطاب النحاس ، من المناسب ضبط التسامح بين 0.005-0.02mm و stepover بين 0.05-0.3mm.
- الصيانة والتفتيش: حافظ بانتظام على أداة الماكينة ، وتحقق بعناية من محاكاة البرنامج قبل التشغيل الآلي لتجنب الاصطدام الزائد والأدوات.
باختصار ، إتقان هذه الأساليب سيجعل التصنيع باستخدام الحاسب الآلي النحاس مرتين فعالة مع نصف الجهد! أتمنى أن يساعدك هذا.
هل تحتاج إلى ضبط ترجمة مصطلحات تقنية محددة (مثل تحسين التعبيرات لـ "فجوة الشرارة" أو "التدرج" لتتماشى مع اتفاقيات التصنيع باستخدام الحاسب الآلي الدولية) أو إنشاء مسرد ثنائي اللغة لمصطلحات التصنيع باستخدام الحاسب الآلي الأساسية للرجوع اليها ؟