

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

ВъведениеВ пейзажа на съвременното производство, обработката на CNC стругове стои като крайъгълен камък на прецизното инженерство. От търсенето на авиокосмическия сектор за толерантност на ниво микрона до нуждата на автомобилната индустрия от последователност с голям обем, центровете за завъртане на компютърния цифров контрол (CNC) революционизираха как суровините - било то втвърдена стомана, алуминий, месинг или усъвършенствани полимери - се трансформират в сложни цилиндрични компоненти. В EMAR ние признаваме, че разбирането на сложната връзка между архитектурата на машината и нейните възможности за обработка е жизненоважно за набавяне на професионалисти и инженери. Това ръководство се задълбочава в анатомията на струговете на CNC, изследва целия спектър от обработващи операции и подчертава как използването на усъвършенствана автоматизация се превръща в по-високо качество на частите и ефективност на разходите за вашата верига за доставки.

Фондацията: Какво е обработка на CNC стругови части? Докато ръчният струг проследява своята линия обратно към древен Египет, днешните индустриални изисквания изискват квантов скок в автоматизацията и прецизността. Обработката на стругови части CNC се отнася до изваждащия производствен метод, при който стационарен инструмент за рязане ангажира въртящ се работен детайл. За разлика от ръчния труд, зависим от ръчните колела и интуицията на оператора, движението в струг на CNC се диктува от кодирани инструкции (G-код), подадени на бордов компютър. Това синергия на механична твърдост и цифров контрол позволява производството на части с повторяема точност до 0,001 мм, подвиг, непостижим при ръчната обработка. Процесът обхваща както вътрешни операции (ID) за модифициране на вътрешни диаметри, така и външни операции (OD) за оформяне на външността, всички често
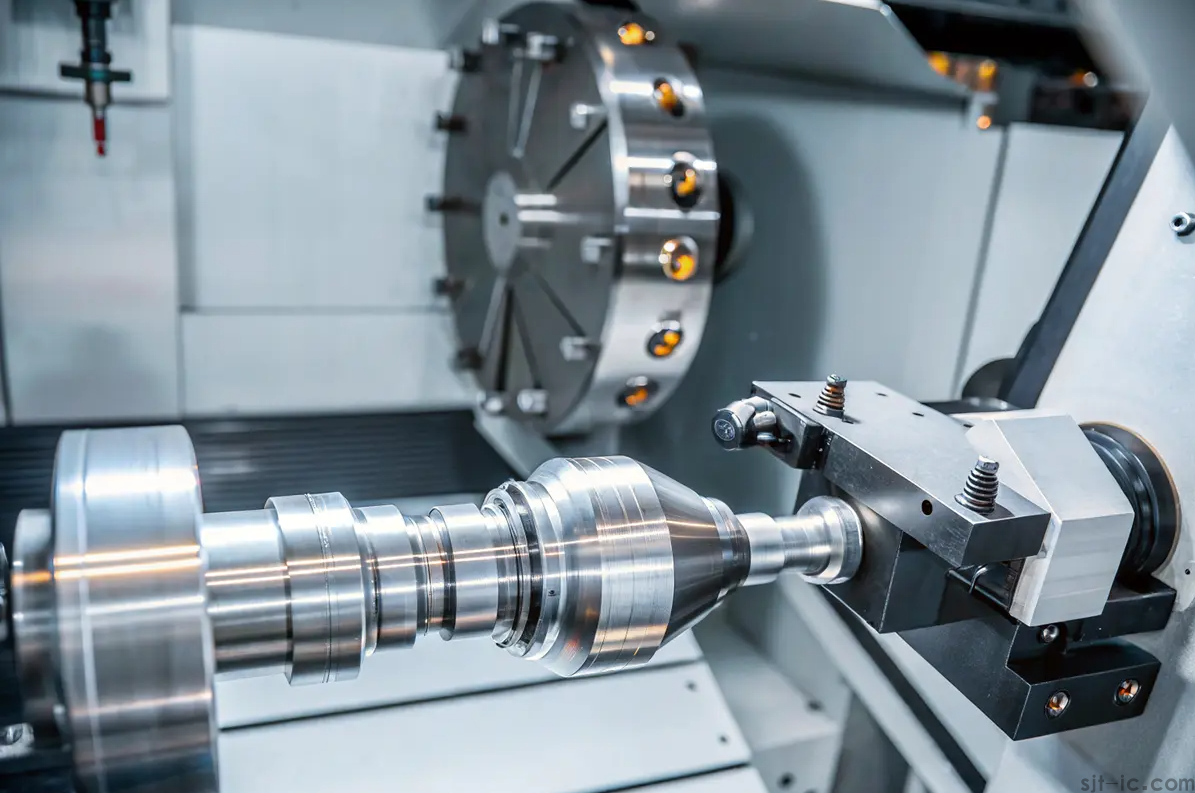
Основна архитектура: Ключови части от CNC струг и техните роли за обработка За да се оптимизира обработката на части от CNC струг, първо трябва да се разбере анатомията на машината. Всеки компонент играе специфична роля за поддържане на стабилността и прецизността, необходими за работа с висока поносимост.
Headstock и Main Spindle - The Powerhouse of RotationПозициониран от лявата страна на струговото легло, headstock се помещава задвижващия двигател и основната вретена. Тази сглобка е сърцето на процеса на завъртане, предавайки ротационна сила към обработващия детайл. Качеството и твърдостта на основния вретена пряко корелират с повърхностното покритие и измерната стабилност. Носът на вретената осигурява затягащия механизъм, диктуващ концентричността на обработващия детайл по време на високоскоростно въртене. Модерните главни вретени предлагат променливи скорости на вретената, което позволява на операторите на EMAR да оптимизират параметрите на рязане за материали,
Прецизност на затягане: Chuck vs. Collet Systems Сигурното задържане на работния детайл не подлежи на договаряне при обработката на CNC.
Чък: Обикновено 3-челюстна (самоцентрираща се) или 4-челюстна (независима) хидравлично или пневматично устройство. Чъкът е идеален за широк спектър от диаметри и неправилни форми, осигурявайки здраво сцепление, необходимо за премахване на тежки материали.
Колет: Използва се за запас с по-малък диаметър (обикновено до 60 мм). Колетите предлагат превъзходно сцепление и по-висока концентричност от чуковете, което ги прави предпочитан избор за високопрецизно микрообработване на малки части.
Тайлстокът и под-шпънта - стабилност и автоматизация Разположен срещу главата, Tailstock осигурява критично укрепване за дълги, стройни детайли като шахти или тръби. Чрез ангажиране на центъра на детайла с хидравлична сила, той смекчава отклонението и вибрациите, осигурявайки последователност по дължината на частта. За усъвършенствана автоматизация, много центрове за обръщане на EMAR заменят опашката с под-шпънда. Този вторичен шпъндъл захваща обработващия детайл, за да извършва обработка на задната страна - позволявайки отрязване на частта, сондажи и скучност на обратното лице без ръчна намеса, крайъгълен камък на ефективното производство.

Системите за каретата и инструментите - изпълнение на рязанетоКаретата е динамичен интерфейс, който улеснява движението. Съставен от седлото и напречното плъзгане, той се движи по стругата по прецизно обработени начини, като се движи инструмента за рязане по осите X (вертикална/дълбочина) и Z (хоризонтална/дължина). Инструментите се помещават в една от двете основни конфигурации:
Тип кула: Индексиращ инструмент пост, способен да държи множество инструменти. Той се върти, за да донесе необходимата бормашина, скучна лента или превръщане на вложката в позиция, което позволява сложна, многостепенна обработка на CNC стругови части без ръчни промени на инструмента.
Тип на бандата: Инструментите са монтирани в линейно разположение на напречния слайд. Това позволява бързо индексиране и е много ефективно за високоскоростно производство на малки, прости компоненти.
Строгачното легло и вертикалната греда - структурна цялостСтрогачното легло е лятото, топлинно обработена основна плоча, която поддържа главата, опашката и каретата. Неговата маса и твърдост поглъщат огромните сили и вибрации на обработката, осигурявайки геометрична точност в продължение на години на служба. Някои усъвършенствани дизайни включват конфигурация на вертикален греда, за да се сведе до минимум натрупването на брега (чипове) на пътеводните пътеки, критичен фактор за поддържане на дългосрочната точност в автоматизирана среда.
Контролният панел на CNC - Цифровият мозъкТова е командният център за обработка на части от струг на CNC. Той интерпретира данните на 3D CAD модела и показва симулация на пътя на инструмента. Операторите използват този интерфейс за изпълнение на сухи изпълнения, регулиране на скоростта на подаване и наблюдение на натоварванията на вретена, като гарантират, че автоматизираният работен поток се изпълнява с безупречна прецизност.
Цялостни процеси: Операции, извършвани в обработка на части от струг CNC стругът е далеч повече от обикновена машина за въртене; това е многофункционална платформа, способна да изпълнява широк спектър от операции, често елиминирайки необходимостта от вторично оборудване.
ОперацияОбработка DescriptionTurningRemoval от големи материални обеми от OD за намаляване на диаметъра. Идеален за груба валове.СправянеСъздаване на плоска, гладка повърхност на края на детайла чрез преместване на инструмента перпендикулярно на оста.НежбаРязане на прецизни външни или вътрешни нишки (чрез потупване) на специфична височина и дължина.Разрязване/разделянеРазрязване на тесни канали или напълно отрязване на завършената част от бара.Пробиване и скучанеСъздаване на първоначални дупки с пробиващ бит; Boring увеличава или завършва тази дупка до точни ID долерания със стъпки или конуси.ReamingПроцес на довършване, извършен след пробиване, за да се постигне високо точен диаметър и огледално-подобен вътрешен завършек.KnurlingСъздаване на текстуриран модел (назъбени линии) на повърхността за естетично сцепление или визуална привлекателност. В EMAR обслужваме OEM клиенти и системни интегратори, изискващи компоненти, които варират по размери - от деликатни хирургически инструменти до здрави фитинги за нефт и газ.
Аерокосмическо пространство: Прецизни компоненти като щифтове за колесници, втулки и дискове на двигателя, изискващи екстремни отклонения и цялост на повърхността.
Автомобилна промишленост: високообемно производство на зъбни колела, шахти, ролки и спирачни ротори.
Медицински: Сложни геометрии за костни винтове, импланти и хирургически инструменти от неръждаема стомана.
Електроника и хидравлика: Прецизни фитинги, конектори и клапанни тела.
CNC струг срещу ръчен струг: стратегическа инвестиция в обработкатаЗа мениджърите по поръчките, оценяващи разходите за част, разликата между CNC и ръчната обработка е ярка. Докато ръчните стругове предлагат гъвкавост за еднократни ремонти и прототипи (с време за настройка от 30-60 минути), те са зависими от оператора с допустими отклонения, често ограничени до 0,01 мм. Обработката на части от CNC струг, за разлика от това, предлага:
Повторяемост: Идентични части, произведени в продължение на хиляди цикли без отклонение.
Производителност: 3-5 пъти по-бързо за сложни геометрии, с възможност за 24/7 работа и един оператор да контролира множество клетки.
Ефективност на труда: Намалени разходи за труд на единица и минимизирани отпадъци от материали чрез оптимизирани пътеки за инструменти.
Разширени възможности: Multi-Axis CNC струг обработкаОтвъд стандартното 2-осно завъртане (X и Z), EMAR използва усъвършенствани многоосни машини. 3-осни, 4-осни и 5-осни стругове за фрезоване включват движение на Y-ос и инструменти на живо. Това позволява извънцентърно сондиране, фрезоване на апартаменти и сложно контуриране на обърната част в единична настройка. Дори 9-осни хибридни машини са разположени за изключителна сложност, смесвайки традиционното завъртане с пълно 5-осно фрезоване, за да се елиминират кумулативните грешки.

ConclusionOptimizing Вашата верига на доставки започва с разбиране на възможностите на CNC струг части обработка. От здравото шпиндъл до микро-прецизната карета, всеки компонент на машината допринася за окончателната цялост на обработваната част. В EMAR комбинираме тази усъвършенствана механична архитектура с експертно програмиране и автоматизирани работни потоци, за да доставим компоненти, които отговарят на най-строгите световни стандарти.
Търсите да подобрите прецизността и последователността на вашите компоненти? Свържете се с екипа на EMAR днес, за да обсъдите как нашите усъвършенствани CNC стругови решения могат да рационализират вашата производствена линия и да намалят разходите ви за част.
Телефон за контакт: +86 18664342076 sales8@sjt-ic.com Нека превърнем вашите дизайни в реалност с несравнима прецизност.










