English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

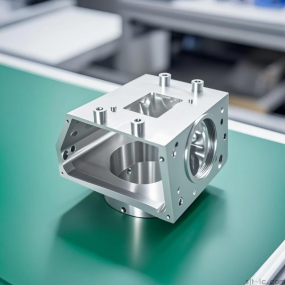
Контрол на прецизност при обработка на алуминиеви лещи
Когато става въпрос за прецизност, алуминият всъщност е доста "лесен за работа"! Особено 6061 алуминиева сплав - обработката е изключително гладка, с отклонения, които могат да бъдат стабилно контролирани в рамките на 0.01mm, а чиповете се счупват чисто, без да се придържат към инструмента. Но ако използвате 7075 сплав, трябва да бъдете внимателни: тя има висока якост, но е склонна към чипиране на инструмента, така че трябва да намалите скоростта на обработка. От гледна точка на редактора, контролирането на скоростта на вретена и охлаждането е ключът; в противен случай топлинното разширяване и свиване ще съсипят вашата прецизност в един момент!

Техники за повърхностна обработка на алуминиеви лещи
Алуминиевите лещи често в крайна сметка "изглеждат тъмни" след обработка - не защото са "в лошо настроение", а поради оксидативно обезцветяване! Основните причини включват влошена течност за рязане или влажна среда, и двете могат да оставят повърхността петнисто. В такива случаи трябва редовно да заменяте рязаната течност или директно да прилагате анодизирано покритие. Ето един съвет: 6061 алуминият има отличен анодизиращ ефект, докато 7075 изисква допълнително антикорозионно покритие - в противен случай няма да устои на дългосрочна употреба.
Препоръчителен избор на CNC инструменти за алуминиеви барели
"Работникът първо трябва да изостри инструментите си, ако иска да си свърши работата добре!" Изборът на инструмента зависи от материала: обикновеният алуминий може да се обработва с карбидни инструменти, но за твърди материали като 7075, най-добре е да се използват мулти-флейтови крайни мелници с дизайн на охлаждащи дупки - те могат да се справят с дълбоко фрезоване, като същевременно намаляват температурата. Също така, не забравяйте да следите износването на инструмента; в противен случай, ако инструментът пробие половината път през обработката ... наистина ще останете в безпомощна ситуация!
Стъпки за анодизиране на алуминиеви лещи
Анодизирането не е просто просто "накисване"! Процесът изисква първо обезмасляване, след това изплакване, последвано от електролитно окисляване - трябва точно да контролирате текущата плътност и времето за окисляване, в противен случай ще се появят черни петна и ще съсипят целия процес. След окисляване, запечатването на порите може допълнително да подобри устойчивостта на корозия. От личния опит на редактора, 6061 алуминий дава еднаква повърхност след анодизиране, което го прави подходящ за лещи, които изискват естетичен завършек.
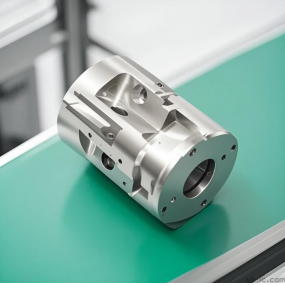
Високопрецизни обработващи методи за алуминиеви лещи
Искате висока прецизност? Трябва да интегрирате околната среда, машините и материалите! A constant-temperature работилницата плюс високоскоростна CNC машина е основата. Например, въпреки че 7075 алуминий е твърд, той е склонен към стрес деформация - така че се препоръчва да го машина в топлинно обработено състояние T6. Също така, не забравяйте да използвате сонда за измервания и компенсация на грешки в реално време: в края на краищата, дори малко отклонение в цевта на лещата може да изхвърли целия оптичен път!
Лични прозрения:
Обработката на алуминиеви лещи не е прекалено трудна, но успехът се крие в детайлите! За избора на материал, 6061 предлага голяма обща рентабилност, докато 7075 има по-висока якост, но е по-трудна за обработка. За повърхностна обработка, предотвратяването на оксидацията е задължително. А инструментите трябва да съответстват на свойствата на материала ... Най-важното, тествайте търпеливо и не бързайте за скорост. Надявам се, че тези съвети ще ви помогнат - нека се захващаме с работа!
Имате ли нужда от мен да усъвършенствам превода на конкретни технически термини (като коригиране на изрази за топлинна обработка T6 или карбидни инструменти , за да се съобразя по-добре с международните норми за обработка) или да генерирам двуезичен речник на основните термини за обработка на алуминиева леща?