

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

I landskabet af moderne fremstilling står CNC drejebænkprocess som hjørnestenen i præcisionsteknik. Fra luftfartssektorens efterspørgsel efter mikron-niveau tolerancer til bilindustriens behov for konsistens i høj volumen har computernumerisk kontrol (CNC) drejecentre revolutioneret, hvordan råvarer - det være sig hærdet stål, aluminium, messing eller avancerede polymerer - omdannes til komplekse cylindriske komponenter. Hos EMAR erkender vi, at forståelse af det indviklede forhold mellem en maskins arkitektur og dens behandlingsfunktioner er afgørende for sourcing fagfolk og ingeniører. Denne guide dykker dybt ind i CNC-drejebænkens anatomi, udforsker hele spektret af bearbejdningsoperationer og fremhæver, hvordan udnyttelse af avanceret automatisering oversættes til overlegen delekvalitet og omkostningseffektivitet for din forsyningskæde.

Fundamentet: Hvad er CNC drejebænk Parts Processing? Mens den manuelle drejebænk sporer sin slægt tilbage til det gamle Egypten, kræver nutidens industrielle krav et kvantespring i automatisering og præcision. CNC drejebænk Parts Processing refererer til den subtraktive fremstillingsmetode, hvor et stationært skæreværktøj engagerer et roterende emne. I modsætning til manuelt arbejde, der er afhængigt af håndhjul og operatørens intuition, bevægelse i en CNC drejebænk dikteres af kodede instruktioner (G-kode) fodret til en indbygget computer. Denne synergi af mekanisk stivhed og digital styring muliggør produktion af dele med gentagelig nøjagtighed ned til 0,001mm, en bedrift, der ikke kan opnås i manuel bearbejdning. Processen omfatter både interne operationer (ID) for at ændre indre diametre og eksterne operationer (OD) for at forme det udvendige, som alle ofte kan opnås i en enkelt opsætning.
Kernearkitektur: Nøgle CNC-drejebænkdele og deres behandlingsroller For at optimere CNC-drejebænkdelebehandling skal man først forstå maskinens anatomi. Hver komponent spiller en bestemt rolle for at opretholde den stabilitet og præcision, der kræves til arbejde med høj tolerance.
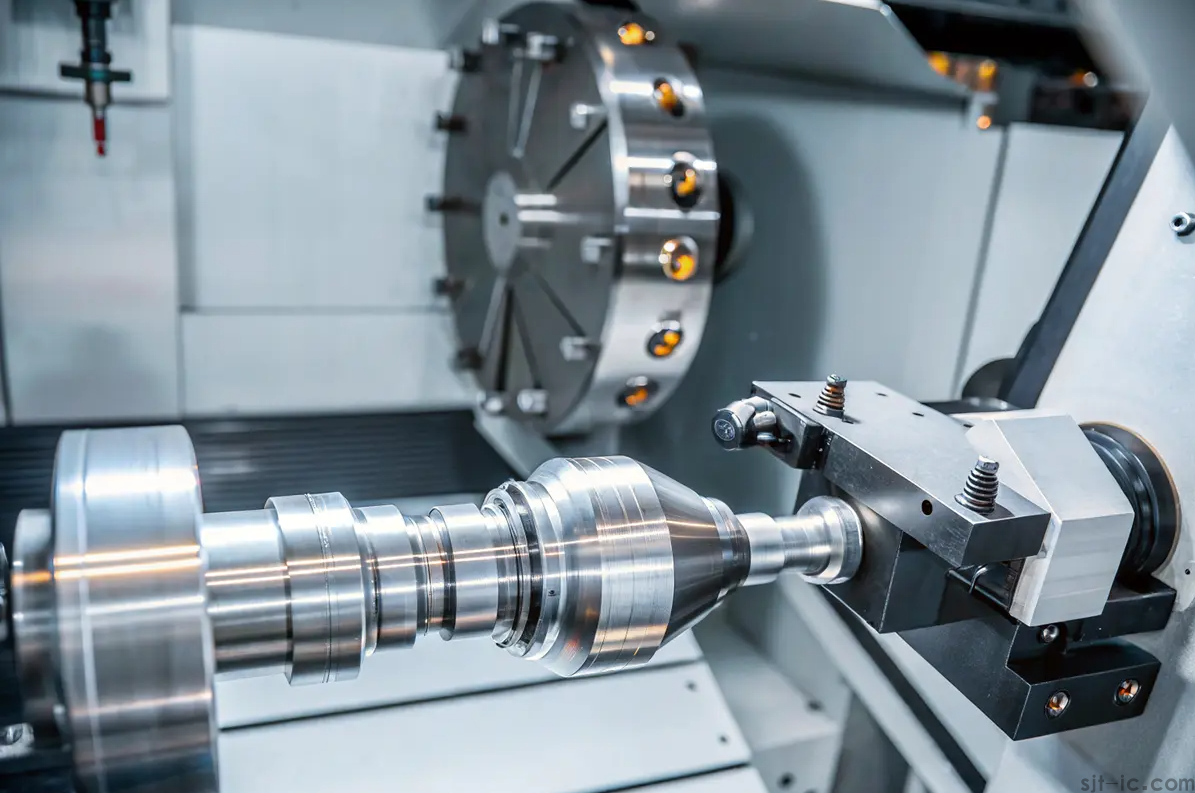
Headstock og Main Spindle - The Powerhouse of RotationPlaceret på venstre side af drejebænk, headstock huser drivmotoren og hovedspindlen. Denne samling er hjertet af drejningsprocessen, der overfører rotationskraft til emnet. Kvaliteten og stivheden af hovedspindlen korrelerer direkte med overfladefinish og dimensionel stabilitet. Spindelnæsen sikrer fastspændingsmekanismen, der dikterer emnets koncentriskhed under højhastighedsrotation. Moderne headstocks tilbyder variable spindelhastigheder, så EMAR-operatører kan optimere skæreparametre for materialer, der spænder fra blød plast til titaniumlegeringer.
Fastspændingspræcision: Chuck vs. Collet Systems Sikker arbejdsemneholdning kan ikke forhandles i CNC-behandling.
Chuck: Typisk en 3-kæbe (selvcentrerende) eller 4-kæbe (uafhængig) hydraulisk eller pneumatisk enhed. Chuck er ideel til en bred vifte af diametre og uregelmæssige former, der giver det robuste greb, der er nødvendigt for fjernelse af tungt materiale.
Collet: Bruges til lager med mindre diameter (typisk op til 60 mm). Collets tilbyder et overlegen greb og højere koncentricitet end chucks, hvilket gør dem til det foretrukne valg til højpræcisions mikrobearbejdning af små dele.
Tailstock og Sub-Spindle - Stabilitet og AutomationSitueret overfor headstock, Tailstock giver kritisk forstærkning til lange, slanke emner som skafter eller rør. Ved at engagere arbejdsemnet center med hydraulisk kraft, det mildner afbøjning og vibrationer, der sikrer konsistens på tværs af delens længde. For avanceret automatisering, mange EMAR drejningscentre erstatte tailstock med en Sub-Spindle. Denne sekundære spindel griber emnet til at udføre bagsiden bearbejdning - giver mulighed for del afskæring, boring og kedeligt på bagsiden uden manuel indgriben, en hjørnesten i effektiv, "lights-out" fremstilling.

Vogn- og værktøjssystemerne - Udførelse af snitvognen er den dynamiske grænseflade, der letter bevægelse. Bestående af sadel og krydsrutschebane, kører den langs drejebænk på præcisionsbearbejdede måder og bevæger skæreværktøjet langs X (lodret / dybde) og Z (vandret / længde) akserne. Værktøjet er anbragt i en af to primære konfigurationer:
Tårntype: En indekseringsværktøjspost, der er i stand til at holde flere værktøjer. Det roterer for at bringe den nødvendige boremaskine, kedelige stang eller dreje indsats i position, hvilket muliggør kompleks, multi-trins CNC drejebænk behandling uden manuelle værktøjsændringer.
Gang Type: Værktøj er monteret i et lineært arrangement på krydsdias. Dette giver mulighed for hurtig indeksering og er meget effektiv til højhastighedsproduktion af små, enkle komponenter.
Drejebænk og lodret bjælke - strukturel integritet Drejebænk er den støbte, varmebehandlede grundplade, der understøtter hovedstammen, halestammen og vognen. Dens masse og stivhed absorberer de enorme kræfter og vibrationer ved bearbejdning, hvilket sikrer geometrisk nøjagtighed over mange års service. Nogle avancerede designs inkorporerer en lodret bjælkekonfiguration for at minimere ophobning af sværme (chips) på vejledningerne, en kritisk faktor for at opretholde langsigtet nøjagtighed i automatiserede miljøer.
CNC-kontrolpanelet - Den digitale hjerneDette er kommandocenteret for CNC-drejebænkbehandling. Det fortolker 3D-CAD-modeldataene og viser værktøjsstiens simulering. Operatører bruger denne grænseflade til at udføre tørre kørsler, justere foderhastigheder og overvåge spindelbelastninger, hvilket sikrer, at den automatiserede arbejdsgang udføres med fejlfri præcision.
Omfattende processer: Operationer udført i CNC-drejebænkbearbejdning En CNC-drejebænk er langt mere end en simpel drejemaskine; det er en multifunktionel platform, der er i stand til at udføre en bred vifte af operationer, hvilket ofte eliminerer behovet for sekundært udstyr.
Behandling DescriptionTurningRemoval af store materialevolumener fra OD for at reducere diameteren. Ideel til grovning af aksler.FacingOpretter en flad, glat overflade på enden af emnet ved at flytte værktøjet vinkelret på akslen.ThreadingSkæring af præcise eksterne eller interne tråde (via tapping) af bestemt tonehøjde og længde.Rille / partingSkæring af smalle kanaler eller helt adskill den færdige del fra stangbestanden.Boring & BoringOpretter indledende huller med en borebit; Boring forstørrer eller afslutter hullet til nøjagtige ID-tolerancer med trin eller tilspidser.ReamingEn efterbehandlingsproces udført efter boring for at opnå en meget nøjagtig diameter og spejllignende intern finish.KnurlingOpretter et struktureret mønster (serraterede linjer) på overfladen for æstetisk greb eller visuel appel.ChamferingFjernelse af skarpe burrs og skabelse af skrå kanter for sikker håndtering Hos EMAR servicerer vi OEM-kunder og systemintegratorer, der kræver komponenter, der varierer i størrelse fra sarte kirurgiske instrumenter til robuste olie- og gasbeslag.
Rumfart: Præcisionskomponenter som landingsudstyrsstifter, bøsninger og motorskiver, der kræver ekstreme tolerancer og overfladeintegritet.
Bilindustrien: Produktion i høj volumen af gear, skakter, remskiver og bremserotorer.
Medicinsk: Komplekse geometrier til knogleskruer, implantater og kirurgiske værktøj i rustfrit stål.
Elektronik og hydraulik: Præcisionsbeslag, stik og ventilhuse.
CNC drejebænk vs. Manuel drejebænk: En strategisk investering i forarbejdning For indkøbsledere, der vurderer omkostninger pr. Del, er sondringen mellem CNC og manuel forarbejdning skarp. Mens manuelle drejebænk tilbyder fleksibilitet til engangsreparationer og prototyper (med installationstider på 30-60 minutter), er de operatørafhængige med tolerancer ofte begrænset til 0,01 mm. CNC drejebænk tilbyder derimod:
Gentagelighed: Identiske dele produceret over tusinder af cyklusser uden afvigelse.
Produktivitet: 3-5 gange hurtigere for komplekse geometrier med mulighed for 24/7 drift og enkeltoperatørovervågning af flere celler.
Arbejdseffektivitet: Reduceret arbejdsomkostninger pr. Enhed og minimeret materialeskrot gennem optimerede værktøjsstier.
Avanceret kapacitet: Multi-Axis CNC drejebænkbehandling Ud over standard 2-akset drejning (X og Z) udnytter EMAR avancerede multi-akse maskiner. 3-akse, 4-akse og 5-akse fræsebænk inkorporerer Y-akse bevægelse og live værktøj. Dette giver mulighed for off-center boring, fræsning af lejligheder og kompleks konturering på en drejet del i en enestående opsætning. Selv 9-akse hybridmaskiner er indsat for ekstrem kompleksitet, der blander traditionel drejning med fuld 5-akse fræsning for at eliminere kumulative armaturfejl.

ConclusionOptimizing din forsyningskæde begynder med at forstå mulighederne for CNC-drejebænkdelebehandling. Fra den robuste spindel til mikron-præcisionsvognen bidrager hver komponent i maskinen til den endelige integritet af den bearbejdede del. Hos EMAR kombinerer vi denne avancerede mekaniske arkitektur med ekspertprogrammering og automatiserede arbejdsgange for at levere komponenter, der opfylder de strengeste globale standarder.
Ønsker du at forbedre præcisionen og konsistensen af dine vendte komponenter? Kontakt EMAR-teamet i dag for at diskutere, hvordan vores avancerede CNC-drejebænkløsninger kan strømline din produktionslinje og reducere din pris pr. Del.
Kontakt Telefon: +86 18664342076 E-mail: sales8@sjt-ic.com Lad os gøre dine designs til virkelighed med uovertruffen præcision.










