English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

CNC-bearbejdningsdele: Den ultimative guide til præcision, effektivitet og innovation
Bilindustrien lever på kanten af en mikron. En afvigelse på en brøkdel af en millimeter i et cylinderhoved eller et EV-batterihus kan krølle i støj, vibrationer, termisk løb eller katastrofal fiasko. For indkøbsingeniører, designteams og forsyningskædeledere er "godt nok" aldrig godt nok. Derfor er CNC-bearbejdning af bildele blevet rygraden i moderne køretøjsproduktion - fra forbrændingsmotorer til de nyeste elbiler. Denne guide komprimerer årtier med bearbejdningsekspertise i en endelig ressource, der dækker materialer, applikationer, tolerancer, omkostninger og hvordan man vælger en produktionspartner, der kan levere gentagelig præcision i skala.

Hvad er CNC-bearbejdning, og hvordan tjener det bilproduktion?
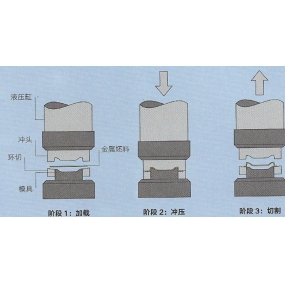
Computer Numerical Control (CNC) bearbejdning er en subtraktiv fremstillingsproces, hvor forprogrammeret computersoftware dikterer bevægelsen af skæreværktøjer for at forme et solidt emne. I modsætning til additive metoder fjerner CNC materiale - fræsning, drejning, boring, slibning og routing - indtil den nøjagtige geometri er opnået. I praksis er den stive grænse mellem fræsning og drejebænkarbejde sløret: nutidens multi-akse bearbejdningscentre kan udføre kompleks overfladebehandling, kedelighed og konturering i en enkelt opsætning.
I bilproduktion oversættes denne deterministiske kontrol direkte til sikkerhed og ydeevne. Hvert parti bremsekalipere, geargear eller motorhuse skal udvise inter- og intra-batch udskiftelighed. CNC-bearbejdning imødekommer denne efterspørgsel ved at holde tolerancer konsistent fra første artikel til millionte del. Det samme CNC-program, der bruges til en funktionel prototype, kan skaleres til fuld produktion uden at ændre basisprocessen, hvilket dramatisk reducerer time-to-market og valideringsrisiko.
Nøglefordele ved CNC-bearbejdning til bildele
Uovertruffen præcision og tæt TolerancesAutomotive CNC-bearbejdning har rutinemæssigt tolerancer på 0,01 mm med kritiske overflader på cylinderhoveder, knastaksler og EV-køleplader skubbet ned til 0,005 mm. Denne præcision sikrer korrekt tætning, roterende samlingsafstand og termisk grænsefladefladhed - faktorer, der direkte påvirker hestekræfter, emissioner, batterisikkerhed og holdbarhed.
Høj repeterbarhed ved ethvert volumen Uanset om du har brug for 50 eller 500.000 enheder, garanterer computerstyret bearbejdning, at den første del og den sidste del er identiske. Repeterbarhed eliminerer skrot, omarbejdning og feltfejl sporet til dimensionel drift. For samlebånd til biler, der er afhængige af just-in-time deludskiftelighed, er denne konsistens ikke omsættelig.
Hastighed og automatiseringModerne CNC-celler kører lys ud, med robotarme, der indlæser råmateriale og losning af færdige komponenter. Automatiserede værktøjsskifter, in-machine probing og multi-akse samtidig skære skråstreg cyklustider. Mens komplekse 5-aksede dele iboende tager længere tid end enkle prismatiske dele, overgår den samlede kapacitet let manuelle eller konventionelle metoder, især i mellem- til højvolumen produktion.
Materiale Alsidighed En CNC-maskine kan behandle aluminiumslegeringer, rustfrit stål, titanium, teknisk plast som PEEK og Ultem og endda kompositter. Dette giver en enkelt leverandør mulighed for at levere strukturelle beslag, højtemperatursensorhuse og drivlinjekomponenter med høj styrke under et kvalitetssystem - strømlining af leverandørstyring til OEM'er til biler og Tier 1-leverandører.
Komplekse geometrier fremstillet Dybe interne kanaler, splines, underskæringer og organisk overfladebehandling, der er umulige med 3-akset fræsning, bliver rutine på 5-aksede og mølle-drejningscentre. Bildele såsom turboladehuse, hypoide gear og indsugningsmanifolder drager fordel af multiaksestrategier, der opretholder vægtykkelse og overfladefinish uden at kræve flere opsætninger.
Fordi CNC bruger den samme digitale værktøjsstilogik fra prototype til masseproduktion, kan ingeniører teste fuldt funktionelle metal- eller plastprototyper inden for få dage. Når valideret, involverer opskalering kun optimering af armatur og værktøjslevetid - der er intet procesoversættelsesgab som oplevet, når man går fra 3D-udskrivning til støbning.
Omkostningseffektivitet i løbet af produktets livscyklus Selvom industrielle CNC-maskiner kræver betydelige kapitalinvesteringer, eliminerer de dedikerede jigs, inventar og hårdt værktøj til hver delrevision. Materialeaffald minimeres ved næsten netformprogrammering, og automatisering reducerer direkte arbejdskraft. For komplekse, sikkerhedskritiske komponenter er de langsigtede omkostninger ved CNC ofte lavere end støbning plus omfattende sekundær efterbehandling.
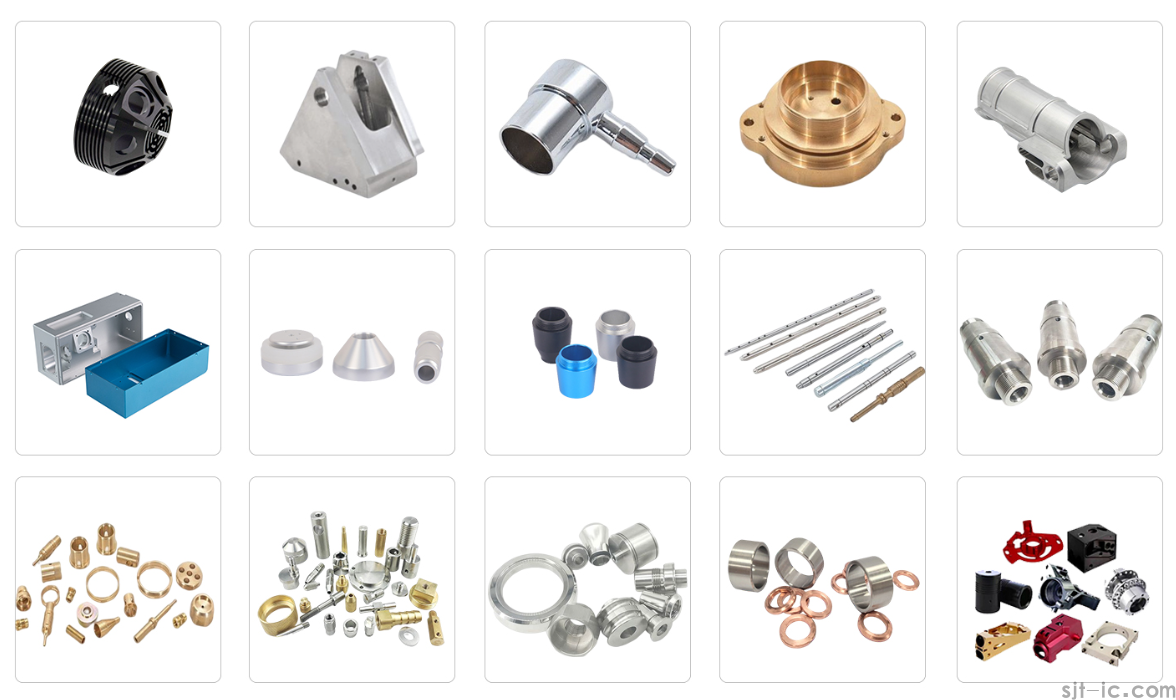
Anvendelser af CNC-bearbejdning på tværs af køretøjet
Rækkevidden for CNC-bearbejdning til biler strækker sig til stort set ethvert undersystem i et køretøj. Nedenfor er de vigtigste produktions- og prototypeområder, hvor CNC leverer uerstattelig værdi.
Drivlinje og motorkomponenterCylinderhoveder, motorblokke, krumtapaksler, knastaksler, stempler, ventiler, forbindelsesstænger, timinggear og turboladerhuse er alle afhængige af CNC til efterbehandling eller fuld bearbejdning fra fast stof. Støbninger og smedninger producerer næsten nettoformer, men hybrid CNC-processer sikrer journal rundhed, boringskoncentricitet og forsegling af ansigtet fladhed til inden for mikroner. Startmotorer og generatorhuse drager også fordel af CNC-præcision.
Gear, gearkasser, skakter, differentiale huse, koblingskomponenter og samlinger med konstant hastighed kræver præcise tandprofiler og lav overfladeruhed for at reducere friktion og støj. Multi-akset CNC-hobbing, broaching og slibning producerer splines og interne boringer, der gør det muligt at skifte og strømoverførsel. Drivaksel hypoid og skrå gear er klassiske CNC-afhængige dele.
Styringsarme, slipsstænger, kuglesamlinger, styreknogler og hjulnav skal opretholde nøjagtig geometrisk tilpasning under ekstreme belastninger. CNC-bearbejdning sikrer, at disse sikkerhedskritiske komponenter opfylder styrke og dimensionelle specifikationer batch efter batch og leverer den forudsigelige håndtering, som chauffører forventer.
BremsesystemdeleBrakekalibre, rotorer, cylindre og beslag er bearbejdet til præcise boringsdiametre og fladhed for at garantere ensartet bremsemoment og varmeafledning. Letvægts aluminiumslegeringer såsom 6061-T6 bruges ofte her, med CNC, der giver den strukturelle integritet og korrosionsbestandighed, der kræves.
Elektriske køretøjskomponenter (EV) Skiftet til elektrificering har udvidet CNC's fodaftryk. Batterihuse kræver fladhed i stort område for korrekt at sæde termiske grænsefladematerialer; køleplader har brug for indviklede interne kanaler for optimal varmeoverførsel; motorhuse kræver streng boringskoncentricitet for rotorafslutning. Højstyrke aluminium (7075) og titanium (Ti-6Al-4V) vises i ydeevne EV drivlinjer, hvor CNC leverer den krævede præcision uden at tilføje vægt.
Interiør, udvendige og trimkomponenterDashboard-paneler med udskæringer til speedometre, gasmålere og indikatorlys fræses af solide plastblokke, hvilket sikrer perfekt tilpasning og en førsteklasses pasform. Dørhåndtag, gitre, emblemer, dekorative accenter og akrylbelysningsprototyper udnytter alle CNC til hurtig vending og indviklede detaljer. Brugerdefinerede teksturer, logoer eller serienumre kan indgraveres direkte under bearbejdningscyklussen.
Elektriske og elektroniske huse Sensorhuse, stik, kontrolmodulskabe og instrumentklyngekomponenter kræver dimensionel stabilitet og termisk modstandsdygtighed. Ingeniørplast som PEEK og Ultem er CNC-bearbejdet for at beskytte følsom elektronik under emhætten og inde i kabinen.
Udstødnings-, chassis- og karrosseriskomponenter Udstødningsmanifolder, headere, katalysatorer og lyddæmpere drager fordel af CNC-optimeret portmatchning og flangefladhed. Strukturbeslag, rammemedlemmer, monteringspunkter og karrosseripaneler er bearbejdet til nøjagtig montering, hvilket bidrager til den samlede køretøjets stivhed og kollisionsdygtighed.
Når en komponent er forældet eller en engangsopgradering er nødvendig - såsom et skræddersyet gearskift, en racermotorblok eller en restaureringsdel til en klassisk bil - kan CNC-bearbejdning kombineret med omvendt teknik gengive den nøjagtige geometri. Korte ledetider og ingen minimumsordremængde gør det til den bedste løsning til begrænsede kørsler og tilpassede ændringer.
Materialer, der anvendes i Automotive CNC Machining
Et materiales bearbejdningsevne påvirker direkte omkostninger og leveringstid. Bilingeniører vælger typisk mellem følgende:
6061-T6 Aluminium: Fremragende styrke-til-vægt-forhold, korrosionsbestandighed og bearbejdningsevne. Bruges til beslag, huse og indvendige paneler.
7075 Aluminium: Højere styrke end 6061, sammenlignelig med mildt stål, men kræver skarpt værktøj og omhyggelig chippevakuering. Almindelig i EV motor og strukturelle komponenter.
Titanium (Ti-6Al-4V): Ekstraordinært stærk og korrosionsbestandig, men kræver lavfoder, højhastighedsbearbejdningsteknikker. Findes i højtydende drivlinjedele og raceapplikationer.
Rustfrit stål: God korrosionsbestandighed og moderat bearbejdningsevne, ideel til skakter, gear og fastgørelseselementer.
Kulstof- og legeret stål: Bruges til krumtapaksler, forbindelsesstænger og bremsekomponenter, typisk bearbejdet af smedninger.
Ingeniørplast (PEEK, Ultem, Akryl): Termisk modstandsdygtige og elektrisk isolerende, de tjener sensorhuse, belysningsprototyper og indvendige funktioner.
Kompositioner ( Carbon-Fiber-Reinforced Polymerer): Letvægtsstrukturkomponenter i elbiler og præstationsbiler, bearbejdet med specialiseret støvudvinding og diamantbelagt værktøj.
CNC bearbejdning vs 3D-udskrivning til bildele
Additiv fremstilling er blevet et kraftfuldt supplement til subtraktive metoder, men de to processer tjener forskellige primære formål. CNC-bearbejdning fjerner materiale for at opnå maksimal styrke og overfladefinish fra billet eller næsten netformer; 3D-udskrivning bygger dele lag for lag, der udmærker sig ved ultra-lette gitterstrukturer og meget tilpassede geometrier med lav volumen.
For indvendige paneler og ikke-strukturelle beslag kan begge metoder producere anvendelige dele. For sikkerhedskritiske komponenter såsom bremsebeslag, styreknogler og motorintern er de isotrope egenskaber og dimensionelle stabilitet af CNC-bearbejdet metal ofte obligatoriske. En stigende tendens er hybridiseringen af begge teknologier: 3D-trykte næsten-net preforms færdig med CNC-bearbejdning for at opnå stramme tolerancer og glatte overflader, der fanger fordelene ved hver.
Fra prototype til masseproduktion: skalerbarhed og DFM
En af CNCs stærkeste operationelle fordele er skalerbarhed. Den samme CAD-fil, CAM-værktøjsstilogik og bearbejdningsstrategi, der bruges til en enkelt funktionel prototype, kan replikeres på tværs af en flåde af maskiner til fuldhastighedsproduktion. Der er ingen procesændring, ingen ny værktøjskvalifikation og ingen geometrisk usikkerhed.
For at holde omkostningerne kontrollerbare er Design for Manufacturability (DFM) afgørende. De vigtigste DFM-retningslinjer inkluderer:
Angiv kun stramme tolerancer på funktionelle overflader. Overdimensionering af ikke-kritiske funktioner øger bearbejdningstiden dramatisk.
Design med standardværktøjsdiametre og interne hjørneradier i tankerne for at undgå ikke-standard eller højt snakværktøj.
Minimer dybe lommer, blinde hulrum og ekstreme aspektforhold, der kræver langtrækkende værktøjer.
Standardiser trådstørrelser og huldiametre for at reducere værktøjsændringer. At modtage DFM-feedback fra din bearbejdningspartner tidligt i designfasen fanger upraktiske funktioner, før de bliver dyre fejl i første artikel.
Hvordan man vælger den rigtige CNC Machining Partner
At vælge en CNC-leverandør handler om meget mere end enhedsprisen. Se efter:
Certificeringer og kvalitetssikring: ISO 9001, og hvor det er relevant, IATF 16949 eller AS9100D. In-machine probing, CMM inspektionsrapporter og første artikel inspektionsprotokoller sikre delens overensstemmelse.
Toleranceevne: Bekræft leverandørens standardtolerancebånd (f.eks. 0,01 mm) og deres evne til at holde strammere tolerancer, når det kræves, understøttet af dokumenterede kapacitetsundersøgelser.
Multi-Axis og materialeekspertise: En maskinpark, der inkluderer 3-aksede, 5-aksede og mølle-drejningscentre plus erfaring med dine specificerede legeringer og plast.
Kommunikation og DFM-support: Direkte engineer-to-machinist kommunikation inden produktionen reducerer risikoen og fremskynder lanceringen.
Skalerbarhed og sekundære tjenester: En enkelt kilde, der kan håndtere engangsprototyper, mellemstore partier og storstilet produktion sammen med efterbehandling, samling og ultralydsrengøring, forenkler din forsyningskæde.
EMAR: Din præcision CNC-bearbejdningspartner til bildele
EMAR inkorporerer disse udvælgelseskriterier og tilbyder en omfattende CNC-bearbejdningsservice skræddersyet til den krævende bilsektor. Med avancerede 3-aksede, 4-aksede og 5-aksede bearbejdningscentre og en bred materialebeholdning - herunder 6061-T6 og 7075 aluminium, rustfrit stål, titanium og højtydende plast - kan EMAR tage dit design fra koncept til leverede dele med ekstraordinær hastighed.
Det, der adskiller EMAR, er en forpligtelse til upfront engineering support. Vores tekniske team leverer gratis DFM-evalueringer i forhold til dine CAD-tegninger, hvilket foreslår forbedringer, der optimerer omkostninger og bearbejdningsevne, før den første chip skæres. Med standardtolerancer på 0,01 mm og evnen til at holde finere tolerancer, hvor funktionen kræver, sikrer vi, at alle bilkomponenter opfylder strenge specifikationer.
Kvalitetskontrol er vævet ind i hele vores arbejdsgang. In-proces inspektioner, første artikel rapportering og fuld dimensionelle inspektionsrapporter er tilgængelige efter anmodning. Vi serverer prototype mængder (1 enhed) til højvolumen produktion kørsler og tilbyder sekundære operationer såsom anodisering, samling og ultralyds rengøring, alt sammen under et tag. Vores hensigt er enkel: give dig tillid til alle dele, eliminere produktionsforsinkelser og opbygge et langsigtet partnerskab baseret på pålidelighed.
Kontakt vores ingeniørhold i dag for at diskutere dit projekt eller modtage et øjeblikkeligt tilbud: Telefon: +86 18664342076E-mail: sales8@sjt-ic.com
Fremtidige tendenser inden for CNC-bearbejdning
Bilproduktion omformes af elektrificering, autonomi og bæredygtighed. CNC-bearbejdning udvikler sig i trin. Øget automatisering - integrering af robotteknologi, AI-drevet værktøjsstioptimering og IoT-tilsluttet maskinovervågning - muliggør fuldt autonom "lights-out" -produktion med realtids detektion af værktøjsslid og forudsigelig vedligeholdelse. Fusionen af 3D-udskrivning og CNC-hybridceller vil producere næsten-net-preforms og afslutte dem i en fastspænding. Bæredygtige bearbejdningsstrategier, herunder minimumssmøring, næsten-net-formprogrammering og sværmgenbrug, reducerer miljøaftryk. Disse tendenser vil yderligere cementere CNC-bearbejdning som præcisionsrygraden i næste generations køretøjsarkitekturer.
Konklusion
CNC-bearbejdning af bildele er mere end en fremstillingsproces - det er grundlaget for køretøjets sikkerhed, ydeevne og innovation. Det leverer mikronerne af præcision, der holder motorer kørende, bremser stopper pålideligt, og EV-batterier, der fungerer inden for termiske grænser, alt imens det sikrer ubrudt repeterbarhed på tværs af globale forsyningskæder. Ved at udnytte de rigtige materialer, avancerede multiaksestrategier og tidligt DFM-samarbejde kan bilvirksomheder skære ledetider, kontrollere omkostninger og eliminere kvalitetsudslip. Når du samarbejder med en erfaren producent som EMAR, vinder du mere end dele - du får en præcisionsdrevet udvidelse af dit ingeniørteam. Nå ud i dag for at gøre dine bilkomponentdesign til produktionsvirkelighed.