

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

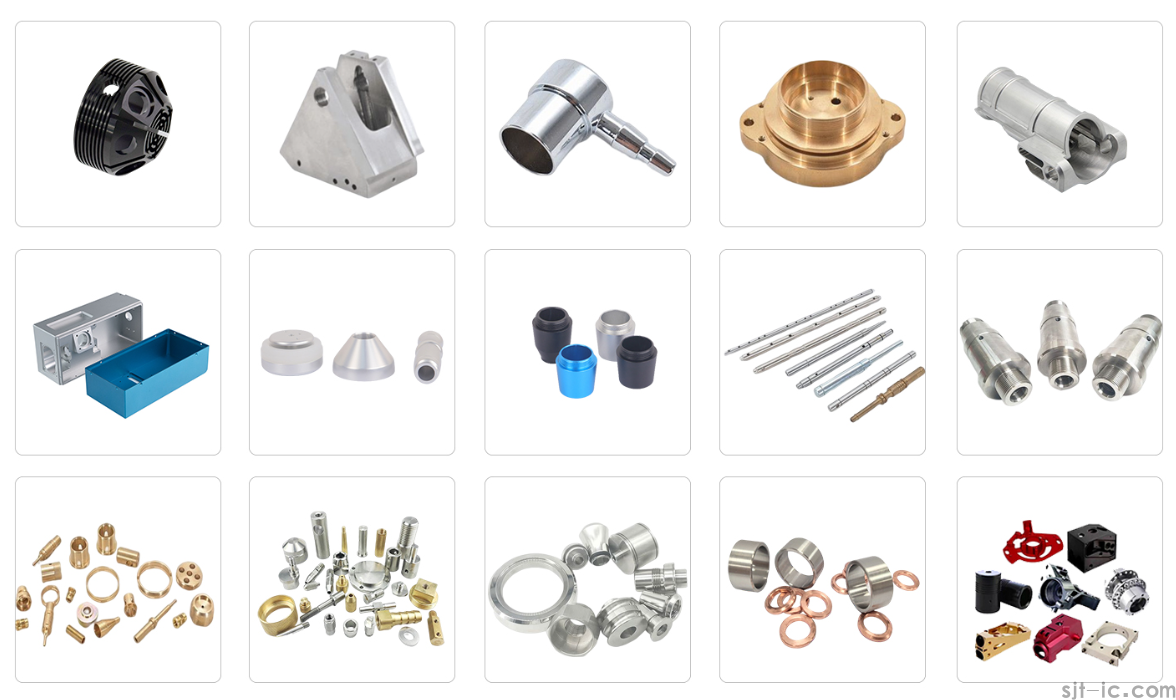
❓ Hvad er præcis "CNC bearbejdning af køkkenudstyr tilbehør" - og hvad er det ikke? Her er hvad det faktisk betyderNår en leverandør siger, at de "CNC maskine køkkenudstyr tilbehør," de taler om at bruge computerstyret skæreværktøj - møller, drejebænke, boremaskine - til at skære faste blokke eller barer af materiale i færdige komponenter. Tænk håndtag, hængsler, beslag, ventil legemer, bladholdere, præcisionsbeslag og gevindindsatser til apparater.
Processen er fundamentalt forskellig fra stempling, støbning eller smedning. Disse metoder former materiale i bulk. CNC-bearbejdning fjerner materiale med sub-millimeter præcision. En velprogrammeret 5-akset maskine kan ramme tolerancer på 0,01 mm eller strammere - hvilket i praksis betyder en blenderbladmontering, der drejer sandt ved 15.000 omdrejning uden wobble.
Her er hvad det ikke er nu, en nødvendig reality check. CNC-bearbejdning er ikke en universel løsning til dårligt designede dele. Hvis din geometri har dybe underskæringer, absurd tynde vægge eller trådspecifikationer, der ikke giver nogen mekanisk mening, kan ingen CNC-troldmand redde dig. Jeg har fået ingeniører til at sende mig tegninger, hvor de ønskede 0,3 mm vægge på et 200 mm langt rustfrit stålhåndtag. Maskinen kan teoretisk prøve det; fysik vil sige andet.
Også: ikke alle køkkenkomponenter har brug for CNC-bearbejdning. En simpel stemplet beslag, der holder en hylde? Stempling er fint. Men når du har brug for præcision pasform mellem bevægelige dele eller fødevarekontaktflader, der skal opfylde hygiejnestandarder, bliver CNC-bearbejdning et langt mere strategisk valg.
Hvordan materialevalg gør eller bryder CNC-køkkengrej projekterRustfrit stål (304 / 316): Industriens arbejdshest - med kompromiserFor mad-kontakt køkkengrejskomponenter, austenitiske rustfrit stål dominerer. Grade 304 tilbyder fremragende korrosionsbestandighed og bruges i vid udstrækning til håndtag, beslag og strukturelle køkkendele. Grade 316 tilføjer molybden for overlegen modstandsdygtighed over for klorider - vigtigt, hvis dine produkter går gennem aggressive opvaskemaskine cyklusser eller industriel desinficering.
Men her er noget, jeg ønsker flere købere forstået: rustfrit stål er væsentligt sværere på skæreværktøj end aluminium, ofte med en faktor på 1,8x eller mere i bearbejdningsomkostninger. Det gør det ikke til et dårligt valg - det gør det til en bevidst en. Hvis dit produkt virkelig har brug for korrosionsbestandighed og styrke, skal du betale for det. Hvis du bearbejder en rent dekorativ interiørkomponent, der aldrig rører mad eller fugt, kan du smide margin væk.
Aluminium legeringer: Når letvægt betyder mere end du trorAluminium (6061, 7075) er stadig mere populært for køkkenudstyr tilbehør, hvor vægtreduktion er virkelig ønskelig - premium køkkengrej håndtag, aftagelige mixer vedhæftede filer, bærbare apparater huse. Det er cirka 65% lettere end rustfrit stål og maskiner betydeligt hurtigere.
Ulempen er, at aluminium ridser lettere og i fødevaremiljøer normalt kræver anodisering eller anden overfladebehandling for holdbarhed. Indregne det i dit efterbehandlingsbudget på forhånd - især hvis din leverandør ikke tilbyder efterbehandlingstjenester internt.
Titanium: Det "flex" materiale (det kan faktisk være det værd) Jeg ser titanium dukker op mere i high-end køkkengrej - luksus flatware sæt, håndværksmæssige kaffestande, ultralette camping køkkengrej. Titanium er korrosionsbestandigt, biokompatibelt og har en unik æstetik. Det er også smertefuldt langsomt at maskine og dyrt.
For de fleste kommercielle køkkenudstyrsprojekter er titanium overkill. Men for premium-produktlinjer, hvor materialehistorien betyder noget for din brandpositionering - og dine kunder betaler præmien - kan det være en legitim værditilvækst. Bare forvent ikke, at den citerede pris ligner rustfrit stål.
Hvad driver virkelig CNC bearbejdningsomkostninger til køkkenudstyrsdele? Det er ikke bare "Hvor stor er delen" Jeg ser indkøb folk fiksere på delstørrelse og helt gå glip af, hvad der faktisk puster tilbud. Den største omkostningsdriver i CNC bearbejdning er næsten altid bearbejdning tid - som kan repræsentere 50-70% af den samlede del pris.- Og bearbejdning tid er ikke bare om, hvor stor delen er. Det handler om:
Geometrikompleksitet: dybe lommer, tynde vægge, interne tråde og flere opsætninger øger cyklustiden markant.
Tolerancekrav: flytning fra 0,1mm til 0,01mm kan fordoble eller tredoble omkostningerne, fordi nu skal maskinen sænke farten, tage flere finishpass, og operatøren skal inspicere oftere.
Materiale bearbejdningsevne: rustfrit stål kører langsommere end aluminium; titanium kører langsommere end rustfrit stål. -
Batchmængden Sweet Spot Ingen taler omHer er en kontraintuitiv virkelighed: at bestille 500 enheder kan undertiden være mere omkostningseffektiv pr. enhed end at bestille 50. Hvorfor? Fordi programmering, opsætning og fastgørelse omkostninger bliver spredt over flere dele. Hos EMAR har vi fundet ud af, at batch størrelser over 200-300 enheder typisk begynder at låse op for meningsfulde enhedsomkostninger forbedringer til køkkenudstyr tilbehør.
Jeg skal nævne, at der er en grænse for denne logik. Bestil 50.000 enheder, og du vil måske se på støbning eller metal sprøjtestøbning i stedet. CNC-bearbejdning har sin søde plet - høj præcision, lave til mellemstore volumener. At skubbe det ind i masseproduktionsområdet giver undertiden ikke økonomisk mening, selvom hvert projekt er anderledes.

Overfladebehandling: Den skjulte forskel mellem "ren" og "kompatibel" Hvorfor Ra-værdier faktisk betyder noget i fødevareapplikationer En overfladeruhed på Ra 0,8 μm eller bedre handler ikke kun om at se premium ud - det påvirker direkte rengøring og bakteriel resistens. Standarder for fødevareforarbejdningsudstyr kræver i stigende grad overflader, der ikke indeholder forurenende stoffer i mikrosprækker.
Almindelige efterbehandlingsmuligheder for CNC-dele til køkkengrej inkluderer:
Elektropolering: fjerner et mikroskopisk lag af overflademateriale, hvilket efterlader en ultra-glat, passiveret overflade, der er ideel til fødevarekontakt
Perle sprængning: skaber en ensartet mat finish, fantastisk til æstetiske håndtag og udvendige overflader
Anodiserende (til aluminium): tilføjer et holdbart, korrosionsbestandigt oxidlag
Spejlpolering: typisk forbeholdt synlige, dekorative overflader, hvor førsteklasses udseende betyder noget
En ting, der bider projekter: Off-Site Finishing Hvis din CNC-leverandør sender dele til en tredjeparts finisher, har du lige tilføjet transittid, håndteringsrisiko og koordineringskompleksitet. EMAR håndterer efterbehandling internt, hvilket fjerner mindst en logistisk hovedpine fra forsyningskæden. Jeg har set projekter forsinket med uger, fordi en forsendelse af bearbejdede dele blev ridset under transit til en ekstern polerer. Det er en af de kedelige logistiske detaljer, som ingen ønsker at tænke på, før det ødelægger en leveringsplan.
Sådan dyrke en CNC-leverandør til køkkengrej - uden at få BurnedCertifications Det er ikke bare vægdekorationerISO 9001 er tabelindsatser for kvalitetsstyring. For fødevarekontaktkomponenter kan du også spørge om NSF / ANSI 51 overholdelse (for fødevareudstyrsmaterialer) og ISO 14001 for miljøledelse. -
Men her matcher virkeligheden ikke altid papir. Jeg har gået gennem fabrikker med imponerende certificeringsvægge og ødelagt udstyr. Dit egentlige job under leverandørkontrol er ikke afkrydsningsfelter - det bestemmer, om disse kvalitetssystemer virkelig er operationelle.
Det inspektionsspørgsmål, du skal stille Spørg din potentielle leverandør: "Har du en CMM (koordinatmålemaskine) internt, og hvad er din inspektionsprøveudtagningshastighed?"
Hvis de outsourcer inspektion til et tredjepartslaboratorium, diskvalificerer det ikke automatisk - men det er værd at bemærke, at det sandsynligvis vil tilføje leveringstid og kompleksitet. Hvis de ikke kan formulere deres FØRSTE ARTIKELINSPEKTION (FAI) -proces tydeligt, er det en ægte bekymring. -
Red Flags Jeg har lært den hårde vej tilbud, der kommer tilbage om 10 minutter. Korrekt tilbud kræver gennemgang af CAD-filer, vurdering af fremstillingsevne, estimering af cyklustider og planlægning af værktøjsstier. Blazing-hurtige tilbud betyder ofte, at de faktisk ikke kiggede på dit design.
Ingen DFM-feedback. En kompetent CNC-partner bør skubbe tilbage med Design for Manucturability-forslag. Hvis de bare siger "ja" til alt, gennemgår de enten ikke dine filer eller er ligeglade med, om dine dele faktisk fungerer.-
Vage materialecertificeringer. "Vi bruger 304 rustfrit stål" er ikke nok. Bed om mølletestcertifikater eller materialesporbarhedsdokumentation - især til fødevarekontaktapplikationer.-
♻️ Bæredygtighed i CNC-bearbejdning: Den stille tendens til omformning af køkkenudstyrsforsyningskæder Genbrugsindhold bliver konkurrencedygtigt RequirementSustainability kan virke som en sekundær bekymring, når du kæmper med tolerancespecifikationer og leveringsfrister, men det er stadig vigtigere - især for køkkenudstyrsmærker, der sælger til europæiske markeder med strenge miljøbestemmelser. Mange CNC-leverandører tilbyder nu genbrugsindhold rustfrit stål og aluminiumslegeringer.-1-
EMARs tilgang har været at kilde genbrugsmetaller, hvor specifikationerne tillader det, samtidig med at der opretholdes fuld sporbarhed, så vores kunder ved præcis, hvad der er i deres produkter. Dette er ikke bare feel-good branding; genbrugt aluminium kræver for eksempel cirka 95% mindre energi at producere end jomfrueligt materiale. At energibesparelser lejlighedsvis oversættes til beskedne materialeomkostningsfordele, selvom tilgængeligheden varierer efter region og legering.
En detalje, der ofte overrasker købere: CNC-bearbejdning producerer betydeligt metalaffald - chips, swarf og skrot. Ansvarlige producenter investerer i chipgenbrugssystemer og lukket kredsløb kølevæskefiltrering for at minimere miljøpåvirkningen. Dette er en af de faktorer, der adskiller råvarebutikker fra seriøse produktionspartnere, og det er værd at spørge om under leverandørevalueringer.
Forretningssagen for brugerdefineret CNC køkkenudstyr tilbehørNår off-the-hyldedele bliver et ansvarStandard katalogkomponenter fungerer fint - indtil de ikke gør det. Når du bygger en premium apparat linje, cookie-cutter håndtag og generiske monteringsbeslag gør dit produkt ligner alle andres. Brugerdefineret CNC-bearbejdet køkkenudstyr tilbehør giver produkt designere præcis kontrol over form, funktion og finish. Denne differentiering kan direkte påvirke hylde appel og detailpriser.
Mere praktisk giver brugerdefineret bearbejdning dig mulighed for at optimere for monteringseffektivitet. En beslag, der er bearbejdet til snap-fit med tilstødende komponenter, kan reducere monteringstiden med minutter pr. Enhed - hvilket over en produktionskørsel på 10.000 enheder tilføjer rigtige penge.
En af CNC-bearbejdningens undervurderede styrker er hurtig prototyping. Du kan få funktionelle metalprototyper på 5-7 arbejdsdage, teste dem i faktiske køkkenmiljøer, gentage designet baseret på reel feedback og først derefter forpligte dig til produktionsmængder.
Kontrast dette med værktøjsafhængige processer: du bruger tusinder på en form, venter uger, opdager en designfejl, bruger flere tusinder på formmodifikationer, venter flere uger. CNC-prototyping undgår den dødsspiral. For produktudviklingshold kan denne hastighedsfordel alene retfærdiggøre bearbejdningsmetoden i præproduktionsfaser.
Hvad skal du gøre næste? Hvis du køber tilbehør til køkkengrej og spekulerer på, om CNC-bearbejdning er den rigtige pasform til dine komponenter, her er et praktisk næste trin:
Send dine CAD-filer eller tekniske tegninger til EMARs tekniske team. Vi leverer:
Gratis DFM (Design for Manufacturability) feedback inden for 24 timer
Ryd omkostningsopdelinger, så du forstår nøjagtigt, hvad der driver prisfastsættelse
Vejledning til materialevalg baseret på faktiske anvendelseskrav, ikke kun hvad der er billigst at maskine
Intern efterbehandling for at eliminere forsyningskædens kompleksitet
Vi forventer ikke, at hver forespørgsel konverteres til en ordre - det er ikke sådan, B2B-forhold fungerer. Men selvom du bare vil have en anden mening om dit design, før du henvender dig til flere leverandører, er vi glade for at hjælpe.
Kontakt EMAR:
Telefonnummer: + 86 18664342076
E-mail: sales8@sjt-ic.com










