English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hej alle sammen! I dag, lad os tale om sager relateret til orm gear CNC bearbejdning og salg ~ Mange mennesker føler sig urolige, når de leder efter leverandører: hvilken producent er virkelig god til orm gear CNC bearbejdning? Og hvilke detaljer skal være opmærksom på i små-modul orm gear bearbejdning? Bare rolig, lad os bryde det ned trin for trin!

1. Hvad gør en "lille"-Modul Worm Gear "lille"?
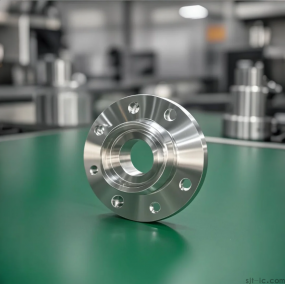
Små-modul orm gear refererer generelt til præcisionskomponenter med et modul på mindre end 1 mm. De bruges ofte i mikrotransmissionssystemer, såsom medicinsk udstyr, UAV gimbaler og præcisionsinstrumenter. Deres kerneegenskaber er høje præcisionskrav (tolerancer styres normalt inden for 0,02 mm) og høj tandprofil kompleksitet. Almindelige værktøjsmaskiner er næppe i stand til at bearbejde dem; højpræcisions CNC-udstyr er et must.
Hvorfor er bearbejdning af ormeudstyr med små moduler vanskelig?
- Værktøjsslid: Tandrillerne på småmoduls ormgear er smalle, så værktøjet skal være lavet af mere slidbestandige materialer (såsom cementeret carbid eller overtrukket værktøj). Ellers vil hyppige værktøjsændringer påvirke effektiviteten.
- Vanskeligheder med at kontrollere termisk deformation: Selv mindre temperaturændringer under skæreprocessen kan forårsage dimensionelle afvigelser, især for materialer som rustfrit stål eller kobber.
- Høje inspektionskrav: Optiske projektorer eller koordinatmålemaskiner (CMM'er) er påkrævet for at kontrollere tandprofilen og blyet; det er næsten umuligt at bedømme fejl med det blotte øje.
2. Kerne tekniske punkter til CNC bearbejdning af småmodul orm gear
For at få succes med at bearbejde ormgear med små moduler skal disse tekniske aspekter mestres! Efter min mening er værktøjsstioptimering og kølemetoder de nemmest overses ~
1. Valg af værktøj og fastspænding af emne
- Værktøjsmateriale: Prioriter cementeret carbid eller CBN (kubisk bornitrid) værktøjer, da de giver bedre slidstyrke og termisk stabilitet. Ved grov drejning skal du bruge værktøj med en positiv rivevinkel for at reducere skærekraften; ved finish drejning skal du bruge værktøj med en nul rivevinkel for at sikre overfladefinish.
- Fastspændingsmetode: Det anbefales at bruge "one chuck and one center" -metoden eller fjeder collets for at undgå vibrationer på emnet, der kan forårsage værktøjsafbøjning.
2. Programmering og parameterindstilling
- Skæreparametre: For småmodul-ormgear anbefales skærehastigheden at blive styret mellem 80-120m/min, fodringshastigheden mellem 0.05-0 .1mm/omdrejning, og snitdybden skal være så lille som muligt (normalt 0.1-0 .3mm).
- Programinstruktioner: Brug i vid udstrækning G76 compound cycle instruktioner til automatisk værktøjsindeksering, som reducerer fejl forårsaget af manuel intervention.
3. Kvalitetskontrol og inspektion
- Tandtykkelsesmåling: Kontroller regelmæssigt tandtykkelsen med et gearmikrometer eller et optisk instrument for at undgå partiskrotning af emner.
- Overfladebehandling: Efter færdig drejning kan yderligere polerings- eller lappeprocesser tilføjes for at reducere overfladens ruhed Ra-værdi (målretning under 0,8 μm).
❓ 3. FAQ: Almindelige spørgsmål og svar
Spørgsmål: Hvad skal begyndere prioritere, når de vælger en bearbejdningsfabrik?
A: Efter min mening er udstyrspræcision og projekterfaring vigtigere end pris! Mange små fabrikker ændrer almindelige drejebænk til CNC-maskiner, som simpelthen ikke kan opfylde den krævede præcision. Sørg for at kontrollere, om producenten har udstyr som 5-akset CNC-maskiner og schweiziske drejebænk, og bede om prøver af småmodul orm gear, de tidligere har produceret.
Spørgsmål: Hvilket er sværere at bearbejde: rustfrit stål orm gear eller kobber orm gear?
A: Rustfrit stål er hårdere! Rustfrit stål har høj sejhed og dårlig termisk ledningsevne, hvilket gør det tilbøjeligt til værktøjshæftning og hærdning. Under bearbejdning skal der anvendes skarpe værktøjer og køling skal forbedres (oliebaserede skærevæsker anbefales). Kobber har derimod god bearbejdningsevne, men er let at ridse, så opmærksomhed skal betales på overfladebeskyttelse.
Eksklusiv indsigt: Fremtidige tendenser for småmodul-ormgear
Med boom i mikrorobotter og AR-enheder, vil efterspørgslen efter småmodul orm gear vokse i stigende grad! Imidlertid kan traditionelle bearbejdningsmetoder erstattes af "3D-udskrivning + CNC-efterbehandling" - først udskrive orm gear blank, derefter bruge CNC til præcision bearbejdning af tandprofilen. Denne metode kan spare 30% af materialeomkostninger. Ikke desto mindre forbliver CNC bearbejdning mainstream for nu. Det anbefales, at producenter lager op på smådiameter værktøjer og højpræcisionsprober for at lægge grunden til at komme ind på ultrapræcisionsmarkedet på forhånd!
Endelig en påmindelse: Når du leder efter en leverandør, skal du sørge for at placere en prototype ordre til testning. Fokus ikke bare på certifikater og tilbud! Håber denne artikel hjælper dig. Du er velkommen til at efterlade en besked, hvis du har spørgsmål ~