

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

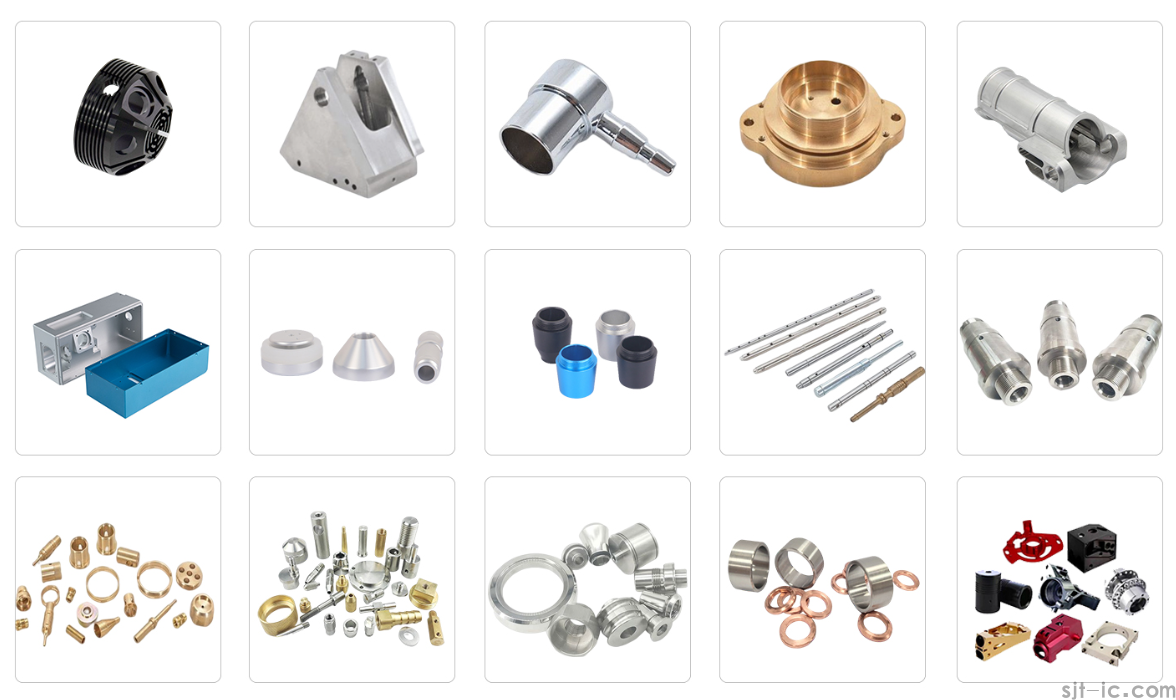
❓ Was genau ist "CNC-Bearbeitung von Küchenzubehör" - Und Was nicht wahr? Hier ist Was es eigentlich bedeutetWenn ein Lieferant sagt, er "CNC-Maschinen-Küchenzubehör", spricht er davon, computergesteuerte Schneidwerkzeuge - Fräsmaschinen, Drehbänke, Bohrer - zu verwenden, um massive Blöcke oder Materialstangen in fertige Komponenten zu schnitzen. Denken Sie an Griffe, Scharniere, Halterungen, Ventilkörper, Messerhalter, Präzisionsbeschläge und Gewindeeinsätze für Geräte.
Der Prozess unterscheidet sich grundlegend vom Stanzen, Gießen oder Schmieden. Diese Methoden formen das Material in loser Schüttung. Die CNC-Bearbeitung entfernt das Material mit einer Präzision im Submillimeterbereich. Eine gut programmierte 5-Achsen-Maschine kann Toleranzen von 0,01 mm oder enger treffen - was in der Praxis eine Mischmesserhalterung bedeutet, die sich bei 15.000 U / min ohne Wackeln dreht.
Hier ist Was It Isn 'tNow, ein notwendiger Realitätscheck. Die CNC-Bearbeitung ist keine universelle Lösung für schlecht konstruierte Teile. Wenn Ihre Geometrie tiefe Hinterschneidungen, absurd dünne Wände oder Gewindespezifikationen aufweist, die keinen mechanischen Sinn ergeben, kann Sie keine CNC-Zauberei retten. Ingenieure haben mir Zeichnungen geschickt, in denen sie 0,3 mm große Wände auf einem 200 mm langen Edelstahlgriff haben wollten. Die Maschine kann es theoretisch versuchen; die Physik wird etwas anderes behaupten.
Außerdem: Nicht jedes Küchenteil muss CNC-bearbeitet werden. Eine einfache gestanzte Halterung, die ein Regal hält? Stanzen ist in Ordnung. Aber wenn Sie eine präzise Passform zwischen beweglichen Teilen oder lebensmittelberührenden Oberflächen benötigen, die Hygienestandards entsprechen müssen, wird die CNC-Bearbeitung zu einer weitaus strategischeren Wahl.
Wie die Materialauswahl macht oder bricht CNC-KüchengeschirrprojekteEdelstahl (304 / 316): Das Arbeitstier der Industrie - mit AbwägungenBei Küchengeschirrkomponenten, die mit Lebensmitteln in Berührung kommen, dominieren austenitische Edelstähle. Güteklasse 304 bietet eine ausgezeichnete Korrosionsbeständigkeit und wird häufig für Griffe, Halterungen und strukturelle Küchenteile verwendet. Güteklasse 316 fügt Molybdän hinzu, um eine überragende Beständigkeit gegen Chloride zu gewährleisten - wichtig, wenn Ihre Produkte aggressive Spülmaschinenzyklen oder industrielle Desinfektionsmittel durchlaufen.
Aber ich wünsche mir, dass mehr Käufer verstehen: Edelstahl ist wesentlich härter für Schneidwerkzeuge als Aluminium, oft um den Faktor 1,8 oder mehr in Bezug auf die Bearbeitungskosten. Das macht es nicht zu einer schlechten Wahl - es macht es zu einer bewussten Wahl. Wenn Ihr Produkt diese Korrosionsbeständigkeit und Festigkeit wirklich braucht, zahlen Sie dafür. Wenn Sie ein rein dekoratives Innenteil bearbeiten, das weder Lebensmittel noch Feuchtigkeit berührt, könnten Sie die Marge wegwerfen.
Aluminiumlegierungen: When Lightweight Matters More Than You ThinkAluminium (6061, 7075) wird immer beliebter für Küchenzubehör, bei dem eine Gewichtsreduzierung wirklich wünschenswert ist - hochwertige Kochgeschirrgriffe, abnehmbare Mixeraufsätze, tragbare Gerätegehäuse. Es ist etwa 65% leichter als Edelstahl und die Maschinen deutlich schneller.
Der Nachteil ist, dass Aluminium leichter kratzt und in Lebensmittelumgebungen normalerweise eloxiert oder auf andere Weise behandelt werden muss, um die Haltbarkeit zu gewährleisten. Berücksichtigen Sie dies im Voraus in Ihrem Nachbearbeitungsbudget - vor allem, wenn Ihr Lieferant keine Veredelungsdienste im eigenen Haus anbietet.
Titan: Das "Flex" -Material (das sich tatsächlich lohnt) Ich sehe Titan eher in hochwertigen Küchengeräten auftauchen - luxuriöse Bestecksets, handwerklich hergestellte Kaffeeständer, ultraleichtes Camping-Kochgeschirr. Titan ist korrosionsbeständig, biokompatibel und hat eine einzigartige Ästhetik. Außerdem ist es quälend langsam in der Maschine und teuer.
Für die meisten kommerziellen Küchengeräte-Projekte ist Titan ein Overkill. Aber für Premium-Produktlinien, bei denen die Materialgeschichte für Ihre Markenpositionierung von Bedeutung ist - und Ihre Kunden werden die Prämie zahlen - kann es ein legitimer Mehrwert sein. Erwarten Sie nur nicht, dass der angegebene Preis wie Edelstahl aussieht.
Was treibt die Kosten für die CNC-Bearbeitung von Küchengeräteteilen wirklich in die Höhe? Es geht nicht nur um "Wie groß ist das Teil?" Ich sehe, dass Beschaffungsleute auf die Teilegröße fixiert sind und völlig übersehen was tatsächlich die Angebote aufbläht. Der größte Kostentreiber bei der CNC-Bearbeitung ist fast immer die Bearbeitungszeit - die 50-70% der Gesamtkosten ausmachen kann.- Und bei der Bearbeitungszeit geht es nicht nur darum, wie groß das Teil ist. Es geht um:
Komplexität der Geometrie: Tiefe Taschen, dünne Wände, Innengewinde und mehrere Setups verlängern die Zykluszeit erheblich.
Toleranzanforderungen: Der Wechsel von 0,1 mm auf 0,01 mm kann die Kosten verdoppeln oder verdreifachen, da die Maschine jetzt langsamer fahren, mehrere Fertiggänge absolvieren und der Bediener häufiger kontrollieren muss.
Bearbeitbarkeit des Materials: Edelstahl läuft langsamer als Aluminium; Titan läuft langsamer als Edelstahl.-
Die Chargenmenge Sweet Spot Nobody Talks Worüber Hier ist eine kontraintuitive Realität: Die Bestellung von 500 Einheiten kann manchmal kostengünstiger sein als die Bestellung von 50. Warum? Weil die Kosten für Programmierung, Einrichtung und Fixierung auf mehr Teile verteilt werden. Bei EMAR haben wir festgestellt, dass Chargengrößen über 200-300 Einheiten in der Regel sinnvolle Verbesserungen der Stückkosten für Küchenzubehör ermöglichen.
Ich sollte erwähnen, dass dieser Logik eine Grenze gesetzt ist. Wenn Sie 50.000 Stück bestellen, sollten Sie sich stattdessen für Druckguss oder Metallspritzguss entscheiden. Die CNC-Bearbeitung hat ihren Sweet Spot - hohe Präzision, geringe bis mittlere Stückzahlen. Es macht manchmal wirtschaftlich keinen Sinn, sie in die Massenproduktion zu drängen, obwohl jedes Projekt anders ist.

Oberflächenveredelung: Der versteckte Unterschied zwischen "sauber" und "konform" Warum Ra-Werte in Lebensmittelanwendungen tatsächlich von Bedeutung sindEine Oberflächenrauhigkeit von Ra 0,8 μm oder besser wirkt sich nicht nur auf ein hochwertiges Aussehen aus, sondern wirkt sich direkt auf die Reinigungsfähigkeit und Bakterienresistenz aus. Die Normen für Lebensmittelverarbeitungsanlagen verlangen zunehmend Oberflächen, die keine Schadstoffe in Mikrospalten enthalten.
Gängige Veredelungsoptionen für CNC-Teile für Küchengeräte sind:
Elektropolieren: entfernt eine mikroskopisch kleine Schicht des Oberflächenmaterials und hinterlässt eine ultraglatte, passivierte Oberfläche, die ideal für den Kontakt mit Lebensmitteln ist
Perlstrahlen: erzeugt ein gleichmäßiges mattes Finish, ideal für ästhetische Griffe und Außenflächen
Eloxieren (für Aluminium): fügt eine dauerhafte, korrosionsbeständige Oxidschicht hinzu
Hochglanzpolieren: in der Regel für sichtbare, dekorative Oberflächen reserviert, bei denen es auf ein hochwertiges Aussehen ankommt
Eine Sache, die Projekte beißt: Off-Site-FinishingWenn Ihr CNC-Lieferant Teile an einen externen Finisher liefert, haben Sie gerade die Transitzeit, die Risikobewältigung und die Komplexität der Koordination erhöht. EMAR kümmert sich um die Fertigstellung im eigenen Haus, was mindestens ein logistisches Problem in der Lieferkette beseitigt. Ich habe erlebt, dass sich Projekte um Wochen verzögert haben, weil eine Lieferung bearbeiteter Teile während des Transports zu einer externen Poliermaschine zerkratzt wurde. Es ist eines dieser langweiligen logistischen Details, über die niemand nachdenken möchte, bis es einen Lieferplan ruiniert.
Wie man einen CNC-Lieferanten für Küchengeräte überprüft - ohne BurnedCertifications zu bekommen, die nicht nur Wanddekorationen sindISO 9001 ist ein Pfahl für das Qualitätsmanagement. Bei Komponenten, die mit Lebensmitteln in Berührung kommen, sollten Sie sich auch nach der NSF / ANSI 51-Konformität (für Materialien für Lebensmittelgeräte) und ISO 14001 für das Umweltmanagement erkundigen.-
Aber hier stimmt die Realität nicht immer mit Papier überein. Ich bin durch Fabriken mit beeindruckenden Zertifizierungsmauern und kaputten Geräten gegangen. Ihre eigentliche Aufgabe bei der Überprüfung von Lieferanten ist nicht das Ankreuzen von Kästchen - es geht darum, festzustellen, ob diese Qualitätssysteme wirklich funktionieren.
Die Inspektionsfrage, die Sie stellen müssenFragen Sie Ihren potenziellen Lieferanten: "Haben Sie ein KMG (Koordinatenmessgerät) im Haus, und wie hoch ist Ihre Stichprobenquote?"
Wenn sie die Inspektion an ein externes Labor auslagern, ist das nicht automatisch disqualifizierend - aber es ist erwähnenswert, dass dies wahrscheinlich zu einer zusätzlichen Durchlaufzeit und Komplexität führt. Wenn sie ihren FAI-Prozess (FIRST ARTICLE INSPECTION) nicht klar formulieren können, ist das eine echte Sorge.
Red Flags Ich habe die Hard Way Quotes gelernt, die in 10 Minuten zurückkommen. Ein korrektes Angebot erfordert die Überprüfung von CAD-Dateien, die Bewertung der Herstellbarkeit, die Schätzung der Zykluszeiten und die Planung von Werkzeugwegen. Blitzschnelle Angebote bedeuten oft, dass sie sich Ihr Design nicht wirklich angesehen haben.
Kein DFM-Feedback. Ein kompetenter CNC-Partner sollte mit Design for Manufacturability-Vorschlägen zurückschlagen. Wenn sie einfach zu allem "Ja" sagen, prüfen sie entweder Ihre Dateien nicht oder es ist ihnen egal, ob Ihre Teile tatsächlich funktionieren.-
Vage Materialzertifizierungen. "Wir verwenden Edelstahl 304" reicht nicht aus. Fordern Sie Prüfzertifikate für Mühlen oder Unterlagen zur Rückverfolgbarkeit von Materialien an - insbesondere bei Anwendungen, die mit Lebensmitteln in Berührung kommen.-
♻️ Nachhaltigkeit in der CNC-Bearbeitung: Der stille Trend Umgestaltung von Küchengeschirr-LieferkettenRecycelter Inhalt wird zu einem wettbewerbsfähigen RequirementSustainability mag wie ein zweitrangiges Anliegen erscheinen, wenn man mit Toleranzspezifikationen und Lieferfristen ringt, aber es wird immer wichtiger - insbesondere für Küchengerätemarken, die auf europäischen Märkten mit strengen Umweltvorschriften verkaufen. Viele CNC-Lieferanten bieten jetzt Edelstahl- und Aluminiumlegierungen mit recyceltem Inhalt an.-1-
Der Ansatz von EMAR bestand darin, Metalle mit recyceltem Gehalt dort zu beschaffen, wo es die Spezifikationen zulassen, und gleichzeitig die vollständige Rückverfolgbarkeit beizubehalten, damit unsere Kunden genau wissen, was in ihren Produkten enthalten ist. Dies ist nicht nur ein Wohlfühl-Branding; recyceltes Aluminium beispielsweise erfordert etwa 95% weniger Energie als neues Material. Diese Energieeinsparungen führen gelegentlich zu bescheidenen Materialkostenvorteilen, obwohl die Verfügbarkeit je nach Region und Legierungssorte variiert.
Chip-Recycling und Closed-Loop-KühlmittelsystemeEin Detail, das Käufer oft überrascht: Bei der CNC-Bearbeitung fallen erhebliche Metallabfälle an - Späne, Späne und Schrott. Verantwortungsbewusste Hersteller investieren in Chip-Recycling-Systeme und Closed-Loop-Kühlmittelfiltration, um die Umweltbelastung zu minimieren. Dies ist einer der Faktoren, die Warenhäuser von seriösen Produktionspartnern unterscheiden, und es lohnt sich, bei der Bewertung von Zulieferern danach zu fragen.
Der Business Case für kundenspezifisches CNC-KüchenzubehörWenn Teile von der Stange zu einer Haftung werdenStandardkatalogkomponenten funktionieren einwandfrei - bis sie es nicht mehr tun. Wenn Sie eine Premium-Gerätelinie bauen, lassen Ausstechgriffe und generische Montagehalterungen Ihr Produkt wie das aller anderen aussehen. Kundenspezifisches CNC-gefrästes Küchenzubehör gibt Produktdesignern eine präzise Kontrolle über Form, Funktion und Ausführung. Diese Differenzierung kann sich direkt auf die Attraktivität der Regale und die Verkaufspreise auswirken.
Praktischer ist, dass Sie durch die kundenspezifische Bearbeitung die Montageeffizienz optimieren können. Eine Halterung, die so bearbeitet ist, dass sie mit benachbarten Komponenten einrastet, kann die Montagezeit um Minuten pro Einheit verkürzen - was bei einer Produktionsserie von 10.000 Einheiten zu echtem Geld führt.
Prototyping-Vorteile: Fail Fast, Fail BilligEine der unterschätzten Stärken der CNC-Bearbeitung ist das Rapid Prototyping. Sie können funktionale Metallprototypen in 5-7 Arbeitstagen erstellen, sie in realen Küchenumgebungen testen, das Design auf der Grundlage von echtem Feedback iterieren und sich erst dann auf Produktionsmengen festlegen.
Vergleichen Sie dies mit werkzeugabhängigen Prozessen: Sie geben Tausende für eine Form aus, warten Wochen, entdecken einen Konstruktionsfehler, geben weitere Tausende für Werkzeugmodifikationen aus, warten weitere Wochen. Beim CNC-Prototyping wird diese Todesspirale vermieden. Für Produktentwicklungsteams allein dieser Geschwindigkeitsvorteil kann den Bearbeitungsansatz in der Vorproduktionsphase rechtfertigen.
Was Was sollten Sie als nächstes tun? Wenn Sie Küchenzubehör kaufen und sich fragen, ob die CNC-Bearbeitung die richtige Passform für Ihre Komponenten ist, finden Sie hier einen praktischen nächsten Schritt:
Senden Sie Ihre CAD-Dateien oder technischen Zeichnungen an das Ingenieurteam von EMAR. Wir bieten:
Kostenloses DFM-Feedback (Design for Manufacturability) innerhalb von 24 Stunden
Klare Kostenaufschlüsselung, damit Sie genau verstehen was die Preisgestaltung bestimmt
Anleitung zur Materialauswahl auf der Grundlage der tatsächlichen Anwendungsanforderungen, nicht nur, was für die Maschine am günstigsten ist
Interne Veredelung zur Beseitigung der Komplexität der Lieferkette
Wir erwarten nicht, dass jede Anfrage in einen Auftrag umgewandelt wird - so funktionieren B2B-Beziehungen nicht. Aber selbst wenn Sie nur eine zweite Meinung zu Ihrem Entwurf einholen möchten, bevor Sie sich an mehrere Lieferanten wenden, helfen wir Ihnen gerne weiter.
EMAR kontaktieren:
Tel.: + 86 18664342076
E-Mail: sales8@sjt-ic.com










