English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

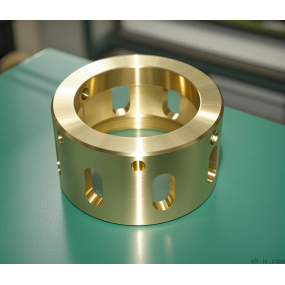
1. Θέματα επιλογής εργαλείων για τραχιά κομμάτια χαλκού
Οποιοσδήποτε με εμπειρία CNC γνωρίζει ότι το στάδιο τραχύτητας έχει τεράστιο αντίκτυπο στην αποδοτικότητα. Όταν τραχύνονται τα κομμάτια χαλκού, προσπαθήστε να αποφύγετε τη χρήση εργαλείων χάλυβα υψηλής ταχύτητας (HSS) όσο το δυνατόν περισσότερο - φθείρονται γρήγορα και δεν μπορείτε να τα εκτελέσετε ούτε σε υψηλές ταχύτητες. Αντ 'αυτού, οι κόπτες μυγών ή τα εργαλεία καρβιδίου είναι πιο οικονομικά αποδοτικά εδώ: είναι πιο ανθεκτικά και μπορούν να χειριστούν μεγαλύτερα βάθη κοπής. Με απλά λόγια, η επιλογή του σωστού εργαλείου διευκολύνει την εργασία και εξοικονομεί πολύ χρόνο στις αλλαγές εργαλείων!
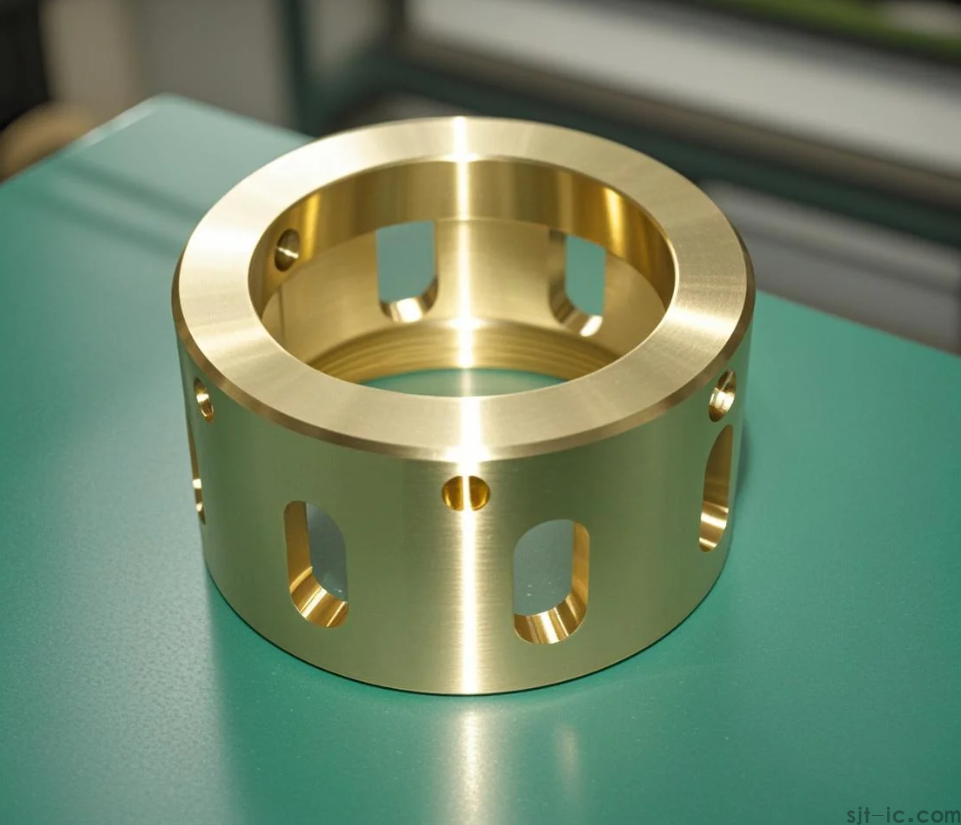
2. Η στρωμένη κατεργασία είναι απαραίτητη για τα ψηλά Workpieces χαλκού
Όταν ασχολούμαστε με ψηλά κομμάτια χαλκού, μην προσπαθήσετε να τα μηχανορραφήσετε από πάνω προς τα κάτω με ένα μόνο εργαλείο! Η σταθερή και αξιόπιστη προσέγγιση είναι πολυεπίπεδη κατεργασία - χρησιμοποιώντας εργαλεία διαφορετικού μήκους για να τραχύνει σταδιακά το κομμάτι εργασίας. Αυτή η μέθοδος όχι μόνο αποτρέπει τη δόνηση του εργαλείου και τη φλυαρία, αλλά εξασφαλίζει επίσης ομοιόμορφο επίδομα κατεργασίας για κάθε στρώμα. Αυτό έχει νόημα, σωστά;
3. Οι Flat-End Mills είναι η πρώτη επιλογή για την επίπεδη κατεργασία επιφάνειας
Όταν επεξεργάζεστε επίπεδες επιφάνειες, θυμηθείτε να χρησιμοποιήσετε μύλους επίπεδης επιφάνειας αντί για μύλους σφαιρών. Οι μύλοι επίπεδης επιφάνειας έχουν μεγαλύτερη περιοχή επαφής, η οποία εξασφαλίζει πιο σταθερή κοπή και πολύ υψηλότερη απόδοση. Οι μύλοι σφαιρών, από την άλλη πλευρά, είναι καταλληλότεροι για την κατεργασία καμπύλης επιφάνειας. Από την οπτική γωνία του συντάκτη, αυτό είναι για "κάθε εργαλείο που κάνει τη δική του δουλειά": με αυτόν τον τρόπο, κάθε εργαλείο παίζει το μέγιστο ρόλο του και εξοικονομείτε επίσης πολύ χρόνο κατεργασίας!
4. Για τον καθαρισμό γωνιών: Μετρήστε την ακτίνα πρώτα πριν από την κοπή
Ο καθαρισμός γωνιών σε ηλεκτρόδια χαλκού είναι μια λεπτή εργασία. Πριν από τον καθαρισμό των γωνιών, πρέπει πρώτα να ελέγξετε το μέγεθος της ακτίνας γωνιών (ακτίνας R). Στη συνέχεια, επιλέξτε έναν μύλο σφαιρών του κατάλληλου μεγέθους με βάση αυτή την ακτίνα. Εάν επιλέξετε ένα εργαλείο που είναι πολύ μεγάλο, δεν θα είστε σε θέση να καθαρίσετε καλά τις γωνίες. Εάν το εργαλείο είναι πολύ μικρό, θα σπάσει εύκολα - σπαταλώντας τόσο χρόνο όσο και υλικό. Έτσι, λαμβάνοντας ένα επιπλέον λεπτό για τη μέτρηση δεν θα πάει ποτέ στραβά!
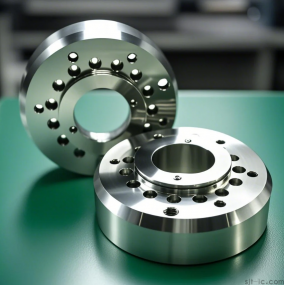
5. Κάνετε καλή χρήση των εκλεπτυμένων εργαλείων για την υψηλή αποδοτικότητα στα εκλεπτυμένα χαρακτηριστικά γνωρίσματα
Εάν το τεμάχιο εργασίας έχει ακέραιες λεπίδες (π.χ., μερικές καρφίτσες τοποθέτησης ή κυλινδρικά αφεντικά με λεπτές), μην διστάσετε - χρησιμοποιήστε ένα κωνικό εργαλείο απευθείας για τη μηχανική κατεργασία. Αυτή η μέθοδος προσφέρει υψηλή απόδοση και καλή ακρίβεια, εξοικονομώντας σας πολλά προβλήματα. Ο συντάκτης έχει παρατηρήσει ότι μερικοί άνθρωποι προσπαθούν πάντα να κάνουν με τα συνηθισμένα εργαλεία, αλλά αυτό καταλήγει να παίρνει περισσότερο χρόνο. Γιατί να περάσετε από αυτή την ταλαιπωρία;
Προσωπικές ιδέες και συστάσεις:
Η κατεργασία χαλκού CNC αντιμετωπίζει δύο σημαντικές προκλήσεις: το υλικό είναι μαλακό και επιρρεπές στην πρόσφυση εργαλείων. Εδώ είναι μερικές συμβουλές για τη λειτουργία:
- Ταχύτητα αξόνων και ρυθμός τροφοδοσίας: Ο χαλκός έχει καλή μηχανική ικανότητα, ώστε να μπορείτε να αυξήσετε μέτρια τόσο την ταχύτητα αξόνων όσο και το ποσοστό τροφοδοσίας.
- Κράτηση Gap σπινθήρων: Κατά την κατεργασία των ηλεκτροδίων χαλκού, θέστε το χάσμα σπινθήρων (δεσμευμένο επίδομα) σωστά. Για τα ηλεκτρόδια τραχύτητας, το χάσμα είναι συνήθως 0.20.5mm για τα ηλεκτρόδια λήξης, είναι 0.050.15mm.
- Ανοχή και Stepover: Για τη λήξη των ηλεκτροδίων χαλκού, είναι κατάλληλο να τεθεί η ανοχή μεταξύ 0.0050.02mm και stepover μεταξύ 0.050.3mm.
Συντήρηση και επιθεώρηση: Τακτική συντήρηση της εργαλειομηχανής, και ελέγξτε προσεκτικά την προσομοίωση του προγράμματος πριν από την κατεργασία για να αποφύγετε την υπερκοπή και τις συγκρούσεις εργαλείων.
Εν ολίγοις, ο έλεγχος αυτών των μεθόδων θα κάνει CNC την κατεργασία χαλκού δύο φορές πιο αποτελεσματική με τη μισή προσπάθεια! Ελπίζω αυτό να σας βοηθήσει.
Θέλετε να προσαρμόσω τη μετάφραση συγκεκριμένων τεχνικών όρων (όπως η βελτιστοποίηση εκφράσεων για "χάσμα σπινθήρα" ή "stepover" για να ευθυγραμμιστεί με τις διεθνείς συμβάσεις κατεργασίας CNC) ή να δημιουργήσει ένα δίγλωσσο γλωσσάριο των όρων κατεργασίας χαλκού πυρήνα CNC για την αναφορά σας;