English
English Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

En el mundo de la fabricación de motores, el pistón es donde comienza la potencia. Un pistón mecanizado a la perfección puede significar la diferencia entre un motor que ofrece un rendimiento implacable durante décadas y uno que falla bajo presión. En EMAR, hemos pasado años dominando el arte y la ciencia del Mecanizado cnc de pistones, desde babosas de carreras de aluminio ligero hasta pistones diésel de acero de alta resistencia. Esta completa guía reúne todo lo que necesita saber sobre materiales, procesos, opciones personalizadas, tratamientos de superficies y las tecnologías avanzadas que impulsan la fabricación de pistones de hoy. Ya sea que sea un OEM automotriz, un equipo de automovilismo o un constructor de maquinaria industrial, comprender estos fundamentos lo ayudará a tomar decisiones informadas y aprovechar al máximo su programa de motor.

¿Qué Es El Mecanizado De Pistones? El mecanizado de pistones es el proceso CNC de alta precisión que transforma los espacios en bruto -ya sean fundidos, forjados o palanquillos- en pistones terminados capaces de soportar presiones de combustión explosiva, ciclos térmicos extremos y fricción constante. A diferencia de las piezas torneadas simples, un pistón moderno presenta una mezcla compleja de geometrías: ranuras de anillo de precisión, perfiles de corona intrincados, galerías de aceite, orificios para pines y bolsillos de peso ligero. Cada superficie debe cumplir con las especificaciones dimensionales y de acabado superficial exactas, a menudo dentro de unas pocas micras, para garantizar un sellado adecuado, un soplado mínimo y una larga vida útil.
Un pistón consta de tres zonas primarias, cada una con sus propios desafíos de mecanizado:
Corona: La superficie superior que forma parte de la cámara de combustión. Puede ser plana, abovedada o dispersa, y su forma influye directamente en la propagación de la llama y la relación de compresión.
Cinturón de anillo (cabeza): aloja los anillos de compresión y control de aceite. Las ranuras aquí exigen una definición de bordes afilados y espacios axiales extremadamente ajustados para evitar fugas de gas y consumo de aceite.
Falda: La superficie de guía cilíndrica que entra en contacto con la pared del cilindro. Requiere una ovalidad optimizada y un microacabado que retiene la película de aceite y minimiza la fricción.
Materiales Que Potencia RendimientoElegir el material base correcto es la primera decisión crítica. EMAR mecaniza pistones de una amplia gama de aleaciones, cada una con propiedades distintas adaptadas a la aplicación:
Aluminio 2618: la referencia para motores de carreras y de alto rendimiento. Conserva la fuerza a temperaturas elevadas, ofrece una excelente resistencia a la fatiga y es el estándar para muchos proyectos de pistones de palanquilla. Debido a su menor contenido de silicio, se expande más de 4032, lo que requiere espacios libres en frío un poco más grandes.
Aluminio 4032: ideal para aplicaciones de rendimiento en la calle, turboalimentadas y de automóviles de pasajeros. Su alto contenido de silicio proporciona una menor expansión térmica y una resistencia superior al desgaste, lo que permite espacios más estrechos y un funcionamiento más silencioso.
Aleaciones de acero (4140, 4340, 8620): Se utilizan en motores diésel y de vehículos comerciales de alta resistencia. Estos materiales ofrecen una resistencia excepcional, durabilidad y resistencia a altas presiones de los cilindros. 4340 es especialmente valorado para motores diésel de carreras debido a su dureza.
Titanio: una opción premium para automovilismo y aeroespacial de primer nivel. Combina resistencia extrema con peso mínimo pero requiere herramientas especializadas y velocidades de corte más lentas.
Aleaciones de aluminio fundido (por ejemplo, equivalente a ZL101): común en la producción de automóviles de pasajeros de alto volumen. La fundición por gravedad y la fundición por compresión proporcionan un blanco rentable con buenas propiedades mecánicas cuando se combinan con un tratamiento térmico cuidadoso.
El equipo de asesoramiento de materiales de EMAR ayuda a los clientes a seleccionar la aleación adecuada en función de la presión máxima del cilindro, la temperatura de funcionamiento, los objetivos de peso y el presupuesto.

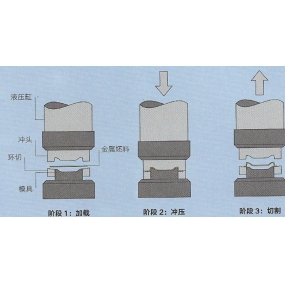
El proceso de mecanizado de pistones CNC: Paso a paso Lograr un pistón terminado que cumpla con las especificaciones del plano implica una serie de operaciones cuidadosamente secuenciadas:
Preparación y desbaste en blanco: El proceso comienza con una forja, fundición o disco de palanquilla. El torneado y el revestimiento iniciales en bruto eliminan el material a granel, establecen un dato de referencia y alivian las tensiones internas.
Fresado CNC - Corona y corona inferior: los centros de fresado de 5 ejes esculpen el recipiente de combustión, los bolsillos de las válvulas y la compleja geometría de la corona inferior. El fresado de la corona inferior es fundamental para la reducción de peso y la rigidez estructural; Las trayectorias de herramientas 3D permiten puntales cónicos y contornos suaves que mejoran la resistencia y el flujo de aire.
Torneado CNC - Diámetro exterior y ranuras de anillo: las operaciones de torneado de precisión definen el perfil de la falda, el terreno superior y las ranuras de anillo. Los centros de torneado modernos mantienen diámetros de 0,005 mm y producen una planitud de la ranura dentro de micrones para un sello de anillo superior. Los orificios de los punzones se perforan con el acabado en la misma configuración para la concentricidad.
Perforación de la galería de petróleo: la perforación de orificios profundos y la intersección de orificios transversales crean caminos de lubricación desde la ranura del anillo de aceite hasta los jefes de los pasadores y la corona inferior. Se presta especial atención al biselado y el desbarbado para que ninguna restricción impida el flujo de aceite.
Acabado y bruñido de superficies: el faldón recibe una textura superficial controlada (normalmente Ra 0,4 micras) a través del esmerilado o el superacabado. Los agujeros de los pasadores se afinan con un espacio preciso. Algunas aplicaciones añaden el perfilado del faldón con una ligera forma de barril para que coincida con la expansión térmica.
Aplicación de recubrimiento: Los recubrimientos funcionales (detallados más adelante) se aplican antes de la inspección final.
Verificación de Calidad: Cada pistón pasa a través de una máquina de medición de coordenadas (CMM), probadores de redondez, perfilómetros e inspección ultrasónica. En EMAR, mantenemos un rendimiento de primer paso del 99,7% en dimensiones críticas integrando sondeo en proceso y monitoreo SPC en tiempo real.
Pistones forjados vs. Billet: ¿Cuál es el adecuado para su construcción? Uno de los temas más debatidos en la fabricación de pistones personalizados es la elección entre pistones forjados y billet. Ambas rutas tienen un lugar en EMAR, y la decisión depende del volumen, el tiempo de entrega y la libertad de diseño.
Pistones forjados: una babosa precalentada de 2618 (o una aleación similar) se presiona en un troquel de forja de forma cercana a la red bajo miles de toneladas de fuerza. El blanco resultante tiene un flujo de grano que sigue los contornos del pistón, lo que mejora la resistencia a la fatiga. La forja es rentable para carreras de producción y aplicaciones de estantes, aunque los troqueles iniciales son caros. Muchos pistones personalizados todavía parten de forjados existentes, modificados a través del mecanizado para lograr una relación de compresión, forma de cúpula y cambios en el bolsillo de la válvula.
Pistones de palanquilla: mecanizados a partir de un disco sólido de aluminio 2618 tratado térmicamente, los pistones de palanquilla no requieren troquel de forja. Esto los hace ideales para programas de carreras ultra personalizados, únicos o de bajo volumen donde se puede optimizar cada detalle. Debido a que todo el material se elimina por CNC, el tiempo de ingeniería y programación es mayor, lo que conduce a un mayor costo unitario. Sin embargo, la palanquilla ofrece una flexibilidad inigualable: los ángulos de puntal, el grosor de la corona inferior y las geometrías de los puertos se pueden iterar rápidamente sin inversión en herramientas. Las existencias de EMAR seleccionan palanquillas en blanco para clientes repetidos y pueden entregar palanquillas sin almacenamiento en tan solo 10 días.

Opciones de pistón personalizadas y características de alto rendimiento Cuando un pistón de estante no cumple con sus requisitos, el equipo de ingeniería personalizada de EMAR traduce las especificaciones de su motor en un pistón diseñado exactamente para el trabajo. Algunas de las características personalizadas más impactantes incluyen:
Perfiles de cúpula ultra y cúpula invertida: optimiza la relación de compresión y apaga sin comprometer el recorrido de la llama.
Fresado 3D bajo corona: elimina la masa innecesaria mientras mantiene la fuerza donde se necesita; crítico para la estabilidad a altas RPM.
Puertos de gas verticales y laterales: pequeños puertos que permiten que la presión de combustión fuerce instantáneamente el anillo superior contra la pared del cilindro, mejorando el sello y reduciendo el escape.
Ranuras del acumulador: una pequeña ranura entre la parte superior y el segundo anillo aterriza que interrumpe los picos de presión y reduce el aleteo del anillo.
Engrasadores de doble clavija y engrasadores inferiores: Aumente la lubricación del pasador de muñeca y del extremo inferior, especialmente en motores de trabajo severo o de resistencia.
Ranuras de reducción de contacto: bandas estrechas mecanizadas en el faldón que limitan el área de contacto durante la roca del pistón, reduciendo la resistencia y el desgaste.
Ajuste de pasador de precisión: agujeros de pasador afinados que se ajustan a un espacio específico para la aplicación, incluidas combinaciones turboalimentadas o nitrosas.
Recubrimientos de superficie y gestión del calor Los recubrimientos ya no son una ocurrencia tardía: se han convertido en parte integral de la durabilidad y el rendimiento del pistón. EMAR ofrece una cartera completa, a menudo combinada en un solo pistón:
Anodizado duro (Top Groove / Crown): aumenta la dureza de la superficie en las ranuras de los anillos, combate la microsoldadura y permite un espacio lateral ultra apretado del anillo.
Revestimiento de corona de barrera térmica: una capa a base de cerámica que refleja el calor de la combustión en la cámara, lo que reduce la temperatura del pistón y el riesgo de detonación.
Revestimiento de falda de película seca (por ejemplo, falda de toba): una capa lúbrica y antirrozadura que protege durante los arranques en frío y el rodaje, al tiempo que reduce la fricción durante toda la vida útil del motor.
Níquel electromagnético: se aplica a todo el pistón excepto al faldón. Refleja el calor, endurece la superficie y proporciona resistencia a la corrosión, a menudo utilizado en motores de nitrometano y alcohol.
KoolKote: Un recubrimiento especializado para motores de metanol y nitro que resiste los efectos corrosivos del lavado de combustible.
Cobertizo de petróleo debajo del revestimiento de la corona: Promueve el drenaje rápido de aceite de la corona inferior, reduciendo el peso alternativo y las pérdidas de viento.
Tolerancias Dimensionales Críticas y Acabados SuperficialesLa diferencia entre un pistón confiable y uno que se raspa o se agarra a menudo se reduce a unas pocas micras. EMAR mantiene tolerancias de mecanizado de pistones típicas a:
CaracterísticaTolerancia típicaImpacto del incumplimiento Diámetro de la falda0,005 mm Pérdida de compresión, soplado o convulsiónAncho de la ranura del anillo0,008 mm Aumento del consumo de aceite, pérdida de energíaBore0,002 mm Bofetada del pistón, desgaste aceleradoAltura de la corona 0,010 mm Relación de compresión alterada, desequilibrio El acabado de la superficie es igualmente crucial. Las superficies de la falda apuntan a Ra 0,4 - 0,8 micras para equilibrar la retención de aceite con baja fricción, mientras que las ranuras de los anillos pueden tener un acabado aún más fino para el sellado de gas. Nuestros programas CNC se compensan térmicamente y el mecanizado crítico se realiza en un entorno con clima controlado para mantener una consistencia absoluta.

Tecnologías Avanzadas Transformando el Pistón MachiningEl piso de producción de EMAR integra las últimas innovaciones para impulsar la calidad y la eficiencia:
Mecanizado Simultáneo de 5 Ejes: Las coronas complejas, los recortes y las galerías de aceite en ángulo se terminan en configuraciones individuales, eliminando los errores de pila.
Micromecanizado láser: se utiliza para texturas de retención de aceite ultrafinas y detalles de ranura de anillo de alta precisión.
Metrología In-Situ: Los sistemas de sondeo dentro de las máquinas CNC realizan comprobaciones de tamaño en tiempo real, ajustando automáticamente las compensaciones para mantenerse dentro de la tolerancia.
Gemelos digitales y simulación: las rutas de herramientas y la eliminación de materiales se simulan antes de comenzar el corte, capturando interferencias y optimizando la evacuación de virutas.
Conectividad Industria 4,0: los sensores de IoT rastrean la salud del husillo y el desgaste de las herramientas, alimentando análisis que predicen las necesidades de mantenimiento y evitan el tiempo de inactividad no planificado.
Pines de carbono tipo diamante (DLC): los recubrimientos DLC en los pasadores de pistón pueden reducir la fricción hasta en un 40% y más del doble de vida útil, lo que contribuye directamente a la eficiencia del combustible.
Aplicaciones de pistones en industrias claveMientras que los motores de automoción son el hogar más reconocido para los pistones, el mecanizado de precisión de EMAR sirve a un espectro mucho más amplio:
Automoción y automovilismo: pistones de aluminio livianos para autos callejeros, pistones de acero de alta resistencia para camiones diésel y unidades de palanquilla completamente personalizadas para carreras de resistencia, Pro Mod y carreras de resistencia.
Aeroespacial: Pistones para motores de aviones y unidades de potencia auxiliares, donde la trazabilidad del material y las tolerancias ultra ajustadas (0,005 mm) son obligatorias.
Marina: pistones de acero y aluminio resistentes a la corrosión para buques comerciales y embarcaciones militares, diseñados para manejar una operación constante de alta carga en entornos de agua salada.
Industrial y generación de energía: pistones de gran calibre para compresores, cilindros hidráulicos y grupos electrógenos, diseñados para intervalos de servicio prolongados y alta confiabilidad.
Superando los desafíos comunes del mecanizado de pistones Cada proyecto de pistón trae sus propios obstáculos. Así es como EMAR aborda los más persistentes:
Inconsistencia del material: Calificamos cada lote de espectrometría de materia prima con y pruebas de dureza antes de que llegue a la máquina.
Distorsión térmica: el alivio de estrés posterior al tratamiento térmico, el temperature-controlled mecanizado y el enfriamiento por chorro de aire minimizan la deformación.
Desgaste de herramientas: insertos avanzados de carburo recubierto y CBN, software combinado con de gestión de la vida útil de las herramientas, mantienen los acabados de la superficie consistentes.
Paredes delgadas complejas: la fijación especializada y los portaherramientas amortiguados por vibraciones evitan la vibración, lo que garantiza perfiles limpios incluso en faldas ultrafinas.
Contaminación de partículas: el refrigerante de alta presión y el refrigerante a través de herramientas evacuan por completo las virutas de las galerías profundas y las ranuras de los anillos.
Tendencias futuras que dan forma al mecanizado del pistón El pistón no se detiene. A medida que evoluciona la tecnología del motor, también lo hacen los métodos de fabricación:
Fabricación Aditiva: La fusión selectiva por láser permite prototipos con canales de enfriamiento conformes y estructuras de celosía que serían imposibles de mecanizar convencionalmente.
Control de procesos impulsado por IA: los algoritmos de aprendizaje automático analizan los datos de los sensores en tiempo real para optimizar las tasas de alimentación y detectar anomalías, empujando las tasas de chatarra hacia cero.
Mecanizado sostenible: las aleaciones de aluminio reciclado y los fluidos de corte de base biológica se están convirtiendo en alternativas viables sin comprometer las propiedades mecánicas.
Adaptaciones de electrificación: Incluso los sistemas híbridos y algunos sistemas de accionamiento eléctrico todavía requieren componentes de pistón en extensores de rango o actuadores hidráulicos, exigiendo nuevos materiales y especificaciones de fuga más estrictas.
Por qué EMAR es su socio de confianza para el mecanizado de pistones de precisiónCon más de 15 años de experiencia dedicada en mecanizado CNC, EMAR se ha convertido en una solución de una sola fuente para clientes de automoción, industria y automovilismo de todo el mundo. Nuestra instalación combina fresado de 5 ejes, torneado de husillos múltiples, metrología interna integral y un equipo de ingeniería experimentado que entiende las realidades térmicas, estructurales y aerodinámicas del diseño de pistones. Manejamos todo, desde prototipos rápidos hasta series de producción completas en aluminio, acero, titanio y materiales compuestos, siempre respaldados por certificaciones completas de materiales e informes de inspección.
Cuando se asocia con con EMAR, obtiene más que un proveedor de pistones. Obtiene un aliado de fabricación comprometido con mejorar la confiabilidad de su motor, la eficiencia del combustible y la potencia de salida. Nuestro equipo sensible puede ayudar a refinar sus diseños para la fabricación, recomendar la aleación y los recubrimientos ideales y entregar pistones completamente terminados que superan sus expectativas.
¿Listo para elevar el rendimiento de su motor? Discuta sus requisitos de mecanizado de pistones con nuestros especialistas hoy. Póngase en contacto con EMAR en + 86 18664342076 o envíe un correo electrónico sales8@sjt-ic.com para solicitar un presupuesto, comparta sus modelos CAD o simplemente hable de los objetivos de su proyecto. Estamos aquí para convertir sus conceptos en precision-engineered realidad.