English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Mint professzionális CNC megmunkálási szolgáltató, az EMAR Company kivételes felületi minőségű, nagy pontosságú formák szállítására specializálódott.Ez a cikk feltárja a kritikus technikákat a tükörszerű befejezések eléréséhez a CNC formák megmunkálásában, a beszerzési vezetők és mérnökök kulcsfontosságú aggodalmával foglalkozik.
1. Anyag kiválasztása az optimális felületi befejezéshezA sima penész felületek alapja megfelelő anyag kiválasztással kezdődik. Alumínium formáknál (pl. 6061, 7075) javasoljuk a mikrogabona karbid szerszámok használatát csiszolt fuvolákkal. A keményített acél (H13, P20) megmunkálásakor a kriogén hűtéssel kombinált gyémánt bevonatú végmalmok kiváló eredményeket hoznak. Mérnökeink az EMAR-nál mindig anyagelemzést végeznek a megmunkálás előtt, hogy meghatározzák az optimális megközelítést.
2. Precíziós eszközpálya-stratégiák CNC megmunkálási folyamatunk fejlett eszközpálya-stratégiákat hajt végre, beleértve:
Kontúr párhuzamos befejezés a szerszám átmérőjének 5%-ávalTrochoid marás kemény anyagokhozAdaptív törlés a következetes chip terhelés fenntartása érdekében3. Vágási paraméterek OptimalizálásAz orsó sebességének (15.000-30.000 RPM alumínium esetén), a betáplálási sebességnek (.05-.15mm/fog) és a vágás mélységének (.2mm befejezés esetén) tökéletes egyensúlya elengedhetetlen. Az EMAR CNC technikusai a fejlett monitoring rendszerek segítségével valós időben állítják be ezeket a paramétereket.
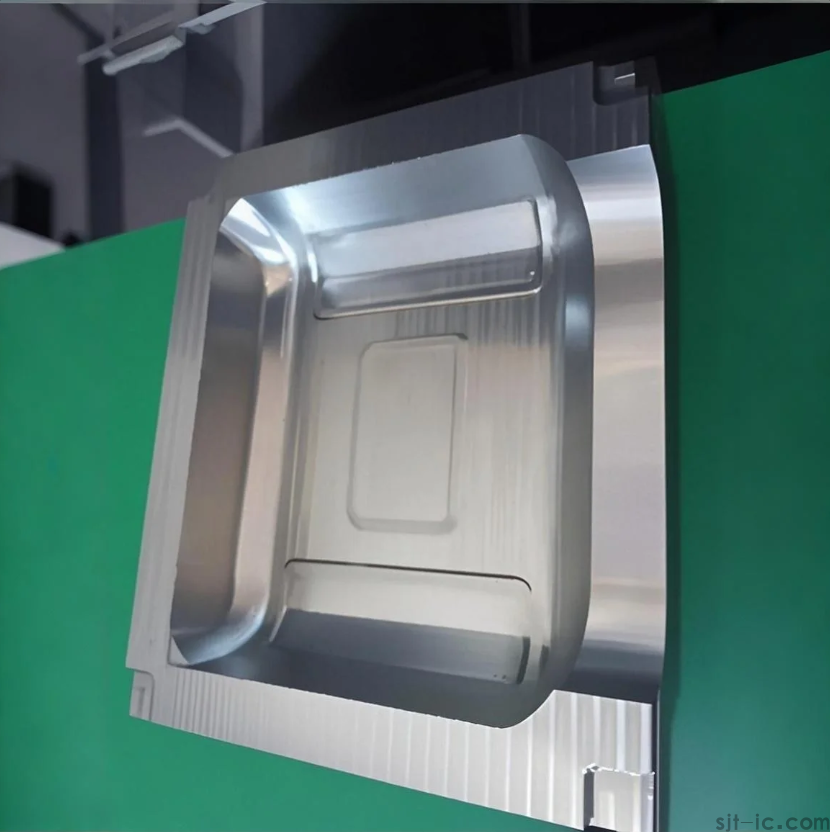
4. Utófeldolgozási technikákAz ultra-sima felületek (Ra <.2 eset a k alkalmazzuk:>
Mikro-csiszoló áramlás machiningElectrolytic FényezésLézer felületi textúrázás (ha meghatározott)Az EMAR-nál ezeket a technikai megközelítéseket szigorú minőségellenőrzési intézkedésekkel kombináljuk, beleértve a fehér fény interferometriát a felületi érdesség ellenőrzéséhez. ISO 9001-tanúsítvánnyal rendelkező CNC megmunkáló létesítményünk biztosítja a konzisztens eredményeket az autóipari, orvosi és fogyasztói elektronikai iparágak penészalkalmazásaihoz.