English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Az autóipar kulcsfontosságú technológiai kereszteződésben áll, mivel a villamosítás túllépi a termelési igényeket a hagyományos gyártási határokon.A modern járművek több ezer pontosan formázott alkatrészt igényelnek, amelyek mindent az összetett akkumulátorházaktól az ajtópanelek és a rácsok finom kontúrvonalaiig terjednek.Mivel ez a bonyolultság fokozódik, a szerszámok, amelyek ezeket az alkatrészeket alakítják, soha nem voltak kritikusabbak.Az ilyen fokozott elvárásokat navigáló gyártók számára az autóipari formák CNC megmunkálása nélkülözhetetlenné vált, átalakítva, hogy a világ legkritikusabb gyártási eszközei terveznek, gyártják és optimalizálják.

Az autóipari penészpiac jelentős bővülést tapasztal ezekre az igényekre válaszul. A legutóbbi elemzés azt jelzi, hogy az autóipari penészpiac 2025-ben 46,64 milliárd USD-ról 49,44 milliárd USD-ra nőtt 2026-ban, az előrejelzések 6,70% -os CAGR-nál, hogy 2032-ig 73,46 milliárd USD-t érjen el. Ezt a növekedést tovább támogatja a szélesebb meghal és penészpiac, 2025-ben 37,6 milliárd USD-ra értékelt, és 2035-ig 57,3 milliárd USD-t eléri a 4,79% -os CAGR-nál. Ennek a bővítésnek nagy részét az autóipar gyors villamosítása táplálja, az elektromos járművekhez kapcsolódó penészkereslet 33% -kal emelkedett, mivel a gyártók versenyeznek a könnyű, hatékony platformok fejlesztéséhez. Valójában az autóipari alkatrészek több mint 48% -a most nagy teljesítményű szerszámokra támaszkodik a fémbélyegzéshez vagy a műanyag fröccsöntéshez, hangsúlyozva, hogy mennyire fontos a precízi
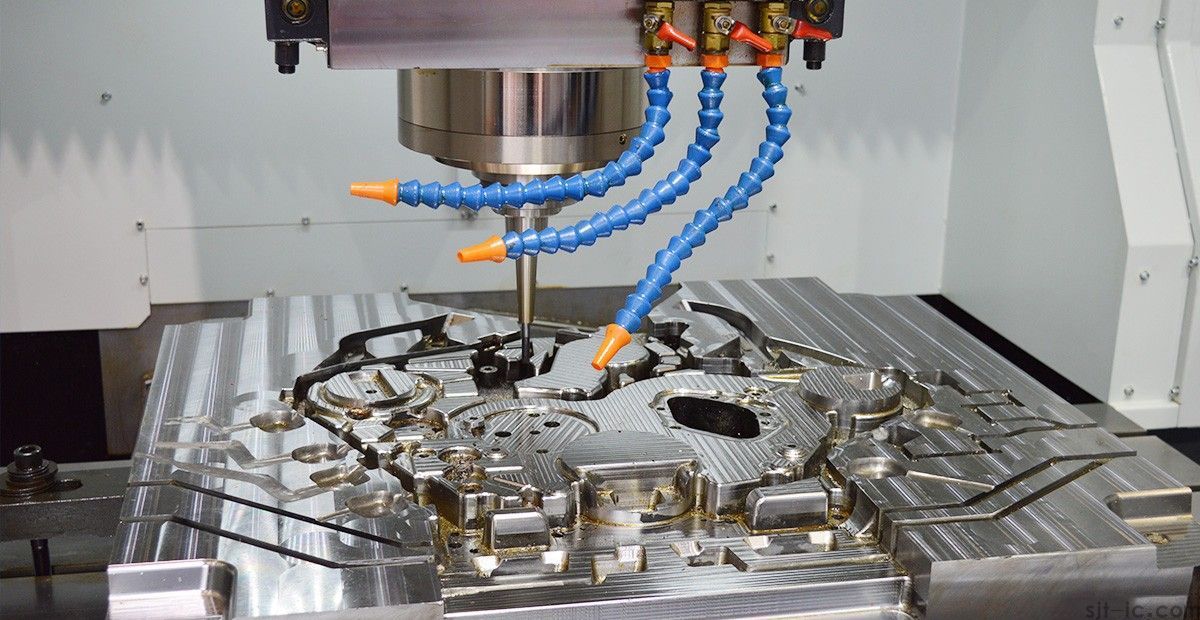
A CNC megmunkálás kritikus szerepe az autóipari penészgyártásbanA modern szerszámkészítés magjában a precizitás rejlik. Az autóipari penészgyártás kivételes pontosságot, tartósságot és hatékonyságot igényel az iparág szigorú szabványainak kielégítéséhez. A bonyolult üreggeometriák, a bonyolult hűtőcsatorna tervek és a tükörszerű felületi felületek gyártása mind a fejlett CNC megmunkálási szolgáltatásokra támaszkodik. A hagyományos kézi folyamatokkal vagy alacsonyabb pontosságú módszerekkel ellentétben a CNC megmunkálás a sebesség, az ismételhetőség és a tűrőképesség vezérlés összehasonlíthatatlan kombinációját kínálja.
A CNC használatának egyik elsődleges előnye az autóipari formák számára a mikronszintű pontosság elérésének képessége egyetlen beállításban. A modern nagy pontosságú CNC megmunkáló központok rutinszerűen 0,002 mm-es pozíciós pontosságot érnek el, a felületi érdesség Ra 0,4 μm-re szabályozható. Sok CNC megmunkáló szolgáltató globálisan most konfigurálja megmunkálási műveleteit a szűk tűréshatárok elérése körül, olyan fejlett berendezéseket használva, mint a nagysebességű orsórendszerek és a szabadalmaztatott hőstabilitási tervek. Ez a precizitás kiemelkedő fontosságú az autóipari alkalmazásoknál: a rosszul megmunkált penész közvetlenül hibás műanyag vagy fém alkatrészekbe kerül, ami összeszerelési problémákhoz, minőségi elutasításokhoz és költséges gyártási leálláshoz
Öttengelyes megmunkálás: A komplex autóipari penész geometriák feloldásaMíg a háromtengelyes CNC rendszerek régóta az iparági munkaló, a modern műszerfalakban, a fejlámpalencsékben és a kormánykerék alkatrészekben található bonyolult felületek az öttengelyes megmunkálás fejlett képességeit követelik. A hagyományos három lineáris tengelyhez két forgótengely hozzáadásával az öttengelyes megmunkálás lehetővé teszi a vágóeszközök számára, hogy szinte bármilyen szögből megközelítsék a munkadarabot - kulcsfontosságú a komplex alávágások, mély üregek és sima áramlási felületek eléréséhez egyetlen beállításban. Ez a kifinomult megközelítés csökkenti a több szerelvények és a kézi beavatkozás szükségességét, jelentősen csökkenti az ólomidőket, miközben javítja a dimenziós konzisztenciát. Sok előremutató penészbolt felgyorsította ezeket a rendszereket, felismerve, hogy az öttengelyes összekapcsolás döntő tényezővé
Az öttengelyes CNC szintén létfontosságú szerepet játszik a nagysebességű és nagy hatékonyságú műveletekben.Ezek a rendszerek különösen alkalmasak az autóipari világítás és rács alkatrészek összetett felületi alkalmazására, ahol a felületi befejezés és a geometriai pontosság nem tárgyalható.A fejlett CAM szoftverek által lehetővé tett dinamikus szerszámpálya optimalizálásával az öttengelyes megmunkálás csökkentheti az üres szerszám utazását és növelheti az általános hatékonyságot több mint 20% -kal, miközben fenntartja a tolerancia kontrollt 0,005 mm-en belül.Függetlenül attól, hogy ez egy nagy lökhárító penész vagy precíziós csatlakozó üreg, az öttengelyes CNC technológia a modern autógyártás igényeinek sebességének és kifinomultságának kombinációját biztosítja.
Anyagválasztási és szerszámkészítési stratégiák tartós autóipari penészformákhozA penészanyag kiválasztása közvetlenül befolyásolja a szerszám élettartamát, a hőstabilitást, valamint a kopásnak és korróziónak való ellenállást. A nagy hő és ismételt mechanikus kerékpározás mellett működő autóipari alkalmazások esetében a megfelelő acélminőség kiválasztása nem mindenki számára egységes döntés.
Az olyan előre edzett acélok, mint a P20 vagy a 718H, amelyek a keménység kívánatos egyensúlyát (30-36 HRC) és a megmunkálás könnyűségét kínálják, széles körben használják a mérsékelt volumenű műanyag fröccsöntőformá alkalmazásokhoz.Fenntartják a dimenziós stabilitást az ismételt fűtési és hűtési ciklusok során, minimalizálva a vetemedés vagy a korai repedés kockázatát az idő múlásával. Nagy volumenű termelési forgatókönyvek esetében, ahol a kiterjesztett penész élettartam a legfontosabb, a forró munkaszerszám acélok válnak a választott anyaggá. A H13 szerszámacél, amely képes ellenállni a folyamatos üzemi hőmérsékletet akár 650C-ig és a keménység 42-48 HRC tartományban, kifejezetten az autóipari ellátási láncban található magas hőmérsékletű Die Casting és fröccsöntőformá alkalmazásokhoz tervezték. A vezető gyártó létesítmények egyre inkább meghatározzák a H13 Ezenkívül a rozsdamentes opciók, mint például az S136 megtalálják a magas fényes belső díszítési alkatrészekben, amelyek tükörminőségű befejezést és erős korróziós ellenállást igényelnek.
Ugyanilyen fontos az anyagválasztás szempontjából az egész gyártási ciklus során alkalmazott szerszámtechnikai stratégia. A nagysebességű megmunkálás (HSM) műveletek során a 20 000 fordulat/perc-t meghaladó sebességgel működő karbidvágó szerszámok olyan tükörminőségű felületi befejezéseket érhetnek el, amelyek jelentősen csökkentik vagy megszüntetik az időigényes kézi polírozás szükségességét. A többlépcsős érdesítési, félbefejezési és befejezési eljárásokat alkalmazó gyártócsapatok nemcsak magasabb teljesítményt érnek el, hanem csökkentik a maradványfeszültséget is a penészszerkezetben. Az átfogó anyagválasztás és a precíziós szerszámbeépítés végső soron csökkenti a penésztulajdon teljes költségét a szervizintervallumok kiterjesztésével és az egységenként
Fejlett folyamatintegráció: precizitás, fenntarthatóság és hatékonyságA szerszám vágásán túl az autóipari formák világszínvonalú CNC megmunkálása megköveteli a folyamatintegráció holisztikus nézetét. Sok fejlett létesítmény ma már a CNC marás kombinációját alkalmazza a kiegészítő technológiák mellett, mint például az elektromos kisülési megmunkálás (EDM) és a drótvágás a legigényesebb funkciók kezelése érdekében. Az EDM továbbra is elengedhetetlen a nagy keménységű anyagok feldolgozásához és az ultrafinom textúrák – például a belső díszítéshez szükséges szintetikus bőr szemek – létrehozásához, amelyeket önmagukban a CNC eszközök nem tudnak megismételni. Ez az integrált megközelítés biztosítja, hogy a formatervezés minden árnyalata hűen reprodukálódjon a végső szerszámozásban.
A hűtés hatékonysága egy másik kulcsfontosságú tényező a penész teljesítményében. A konform hűtési csatornák – precíz belső vízi utak, amelyek követik a penészüreg pontos kontúrját – fejlett CNC fúrási és EDM technikákkal gyárthatók. Ezek az optimalizált csatornák javítják a hőelvezetést, és kimutatták, hogy akár 30%-kal csökkentik a fröccsöntési ciklus időpontját, csökkentve az egységenkénti gyártási költségeket és javítva az általános teljesítményt. Ezenkívül a szélesebb körű gyártási ökoszisztéma a zöldebb műveletek felé tolódik. A következő generációs CNC berendezéseket úgy tervezték, hogy 25%-kal csökkentsék az energiafogyasztást és 40%-kal csökkentsék a folyadékhasználatot, míg a digitális ikertechnológia immár akár 60%-kal csökkenti a próbavágási költségeket. Ezek az fejlesztések együttesen lerövidítik a pen
Iparág-specifikus toleranciák és minőségbiztosításA penészkészítésben a precízió nem csupán az ideális körülmények közötti kis számok eléréséről szól, hanem a bonyolult geometriák és gyártási környezetek közötti toleranciák következetes fenntartásáról. Az olyan iparági tanúsítványok, mint az IATF 16949, az autógyártó berendezések alapvető teljesítmény-elvárásait határozzák meg, 0,025 mm-es pozíciós toleranciákat meghatározva az olyan alkatrészeknél, mint az átviteli házak. Sok nagy teljesítményű penészlétesítményben azonban a gépi toleranciák lényegesen szigorúbbak, mint az iparági minimum előírások.
A minőségbiztosítás jóval túlmutat a kezdeti megmunkálási fázison. Az átfogó minőségellenőrző rendszerek olyan fejlett koordináta mérőgépeket (CMM) integrálnak, amelyek minden kritikus penészméretet ellenőriznek az eredeti CAD-modelllel szemben, egyszámjegyű mikron-növekedésben mért ismételhetőséggel. A folyamaton belüli ellenőrzési módszertanok a gyártási ciklus korai szakaszában eltéréseket fognak elérni, míg az IoT-kompatibilis valós idejű monitorozás nyomon követi a befecskendezési nyomást, a hőmérsékletet és a hűtési ütemeket a penészpróbák során, hogy dinamikusan optimalizálja a folyamatparamétereket, és megjósolja a hibák kialakulását, például a hegesztési vonalakat vagy a warpage-t. Azok a szervezetek, amelyek szigorú folyamat utáni ellenőrzésbe és digitális adatgyűjtésbe fektetnek be, nem
Modern ipari trendek az autóipari szerszámok jövőjét alakítjákAz autóipari penészgyártás tája továbbra is felgyorsult ütemben fejlődik. A mai iparágat leghatásosabb tendencia az intelligens, összekapcsolt gyárak széles körben történő elfogadása. Az előrejelzések szerint a CNC berendezések több mint 45%-a globálisan IIoT-hoz kapcsolódik 2026-ban, az 5G csatlakozási és CNC vezérlőrendszerek integrációjával átlagosan 22%-kal növekszik a berendezések teljes hatékonysága. A közvetlenül a CNC vezérlőkbe ágyazott élszámítási modulok 10 milliszekundum alatt csökkentik az adatfeldolgozási késleltetést, lehetővé téve a valós idejű szerszámkopás megfigyelését, az adaptív takarmánysebesség-beállításokat és a proaktív anomáliák észlelését a teljes gyártási flottákban.
A hibrid gyártási megközelítések is teret nyernek. A fém 3D-s nyomtatás kivonó CNC befejezéssel való integrációja lehetővé teszi a szerszámgyártók számára, hogy olyan komplex penészbetéteket gyártsanak belső konformális hűtési csatornákkal, amelyeket egyedül megmunkálással lehetetlen lenne előállítani. Ez a hibrid módszertan drámaian lerövidíti a penészbiztosítási ciklusokat, és új lehetőségeket nyit meg a könnyűsúly- és hőkezelési lehetőségekhez az autóipari alkalmazásokban. A szerszámok és gyártósorok már nem egyszerűen berendezések darabjai – ezek olyan adatgeneráló eszközök, amelyek informálják és javítják a teljes gyártási munka
Megértve, hogy az ügyfelek követelményei széles körben eltérőek, az EMAR stratégiai partnerként hozta létre magát a gyártók számára ebben a komplex tájban.A precíziós gyártás és a fejlett CNC, EDM és csiszolási berendezésekhez való hozzáférés mély szakértelmével az EMAR együttműködik az ügyfelekkel az optimális anyagok kiválasztása, a konform hűtési stratégiák megtervezése és szigorú ellenőrzési protokollok végrehajtása, amelyek megfelelnek az IATF 16949 és ISO szabványoknak.Az egyes projektek életciklusa során az EMAR technikai csapata továbbra is összpontosít az ismételhető, kiváló minőségű penész megoldások szállítására, amelyek csökkentik a ciklus időit és meghosszabbítják a szerszámok hosszú élettartam
KövetkeztetésAz autóipari formák gyártása sokkal többet igényel, mint a kivonó vágás.A fejlett CNC megmunkálási technológiák, a mély anyagok tudománya, a folyamatintegráció és az adatvezérelt minőségbiztosítás harmonikus keverékét követeli meg.Ahogy a globális autóipar felgyorsítja az átmenetet a bonyolultabb, magasabb teljesítményű járművek felé, a penészeszközökre vonatkozó igények csak fokozódnak.
Az öttengelyes komplex felületi marástól a H13, P20 és a rozsdamentes szerszámacél stratégiai kiválasztásáig a nyers acélcsőtől a gyártásra kész szerszámozásig terjedő út összetett, de egyre egyszerűbbé válik a fejlett automatizálás és az intelligens gyártási rendszerek révén. Azoknak a gyártóknak, akik célja, hogy csökkentsék az átfutási időket, javítsák az alkatrészminőséget és biztosítsák jövőbeli ellátási láncukat, elengedhetetlen a hozzáértő és precízió-központú beszállítóval való együttműködés.
Lépjen kapcsolatba az EMAR-val ma, hogy megvitassa az autóipari penész követelményeit. Mérnöki csapatunk készen áll arra, hogy segítsen az anyag kiválasztásában, a folyamattervezésben és a pontos előírásokhoz igazított nagy pontosságú CNC megmunkálásban.
Tél: +86 18664342076E-mail: sales8@sjt-ic.com