English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

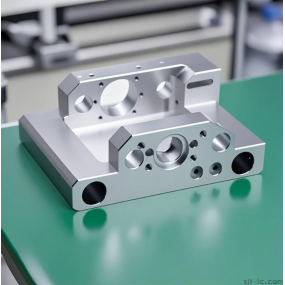
Üdv mindenkinek! Ma beszéljünk a függőleges CNC termék megmunkálásáról~ Sokan gyakran találkoznak olyan problémákkal, mint az instabil precizitás és az alacsony hatékonyság, amikor megmunkálják a kis burkolatokat. Mit tegyünk? Különösen az iparágban új gyártók számára, hogyan használhatunk függőleges CNC-t az ilyen alkatrészek kezeléséhez? Olvassunk tovább!

Miért nehéz a kisméretű megmunkálás?
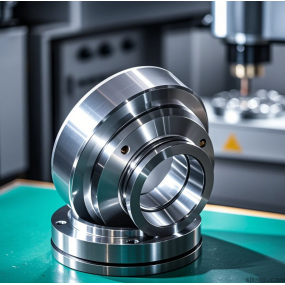
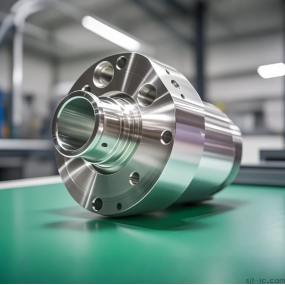
A kisméretű burkolatok általában kompakt szerkezetűek, vékony falak (amelyek hajlamosak a deformációra), és több felületű megmunkálást igényelnek. Bár a függőleges CNC alkalmas lemez alakú, tárcsa alakú alkatrészekhez, a helytelen szorítás vagy a hibás paraméterbeállítások egy pillanat alatt elveszhetnek a precizitással! Például alumíniumötvözet burkolatok megmunkálásánál a túlzott vágási erő közvetlenül rezgésnyomokhoz vezethet a vékony falú területeken... Túl sok esetben láttam átdolgozást!
✅ 5 gyakorlati tipp a kezdők számára, hogy gyorsan elsajátítsák
1. Válassza ki a megfelelő szorítási módszert **: A kis burkolatok esetében a legjobb, ha dedikált jigs vagy vákuum tokmányokat használ, hogy csökkentse a stressz által kiváltott deformációt.Kerülje a közvetlen szorítást a vékony falú területekkel!
2. Eszköz- és paraméteroptimalizálás**:
- A befejező megmunkáláshoz többfuvolyás végmalomokat kell használni, az orsósebességet 8000-12000 fordulat/perc-re kell növelni, és megfelelően kell csökkenteni a betáplálási sebességet;
- A mély barázdák durva megmunkálásához fogadja el a réteges vágást - kerülje a vágást egyszerre.
3. A hőmérséklet-szabályozás kulcsfontosságú **: Biztosítsa a vágófolyadék megfelelő ellátását a megmunkálási terület teljes lefedéséhez! Javaslom a vízben oldható vágófolyadék használatát a hődeformáció kockázatának csökkentése érdekében.
4. A programozási stratégia kiigazítása**:
- A stresszkoncentráció csökkentése érdekében a lineáris merülés vágás helyett a spirálmarást helyezze előtérbe;
- Adjon hozzá ívátmeneteket a sarok területeken, hogy megakadályozza az éles fordulatok által okozott szerszám eltérését.
5. Valós idejű minőségellenőrzés nyomon követés**: Használjon koordináta mérőgépet (CMM), hogy ellenőrizze az első rész kulcsfontosságú méreteit minden tételben, és időben kompenzálja a hibákat.
Függőleges CNC vs. vízszintes CNC: összehasonlítás kis burkolati megmunkáláshoz
| Jellemzők | Függőleges CNC megmunkálás | Vízszintes CNC megmunkálás | | ----------------------- | --------------------------------------- | --------------------------------------- | | Alkalmas alkatrészek | Lemez alakú, tárcsa alakú, kisméretű burkolatok | Nagy dobozok, többfelületű komplex alkatrészek | | Befogás hatékonysága | Egyszerű és gyors, könnyen megfigyelhető szerszám beállítása | Többszöri beállítást igényel, de stabilabb | | Költségkontroll | Alacsonyabb berendezés ára | Magas beruházási és karbantartási költségek | | Precíziós teljesítmény | Akár 0,01mm (optimalizálás után) | Általában stabilabb, tömegtermelésre alkalmas |
Betekintésem: Ne hagyja figyelmen kívül ezeket a rejtett fájdalompontokat!
-Monitor Tool Wear**: Különösen a rozsdamentes acél vagy titán ötvözet burkolatok megmunkálásakor javasolt ellenőrizni a szerszám kopását minden 20 alkatrészben - különben a felületi felület élesen csökken;
-A szoftver szimuláció elve Először**: Használja a CAM szoftvert a vágási út megjósolására, amely nagymértékben csökkentheti az ütközések kockázatát a tényleges megmunkálás során;
-Javaslatok az új gyárakhoz**: Kezdje a kis tételes megrendelésekkel, összpontosítson a hosszú farkú keresletre, mint a "kis burkolatok függőleges CNC megmunkálása", és bővítse összetett alkatrészeket a projekt esetek felhalmozása után!
A vertikális CNC termék megmunkálásának küszöbértéke valójában nem magas, de jól csinálja ⛏️ teljes mértékben a részletek finomítására támaszkodik ~ Remélem ezek a tippek segítenek!