English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

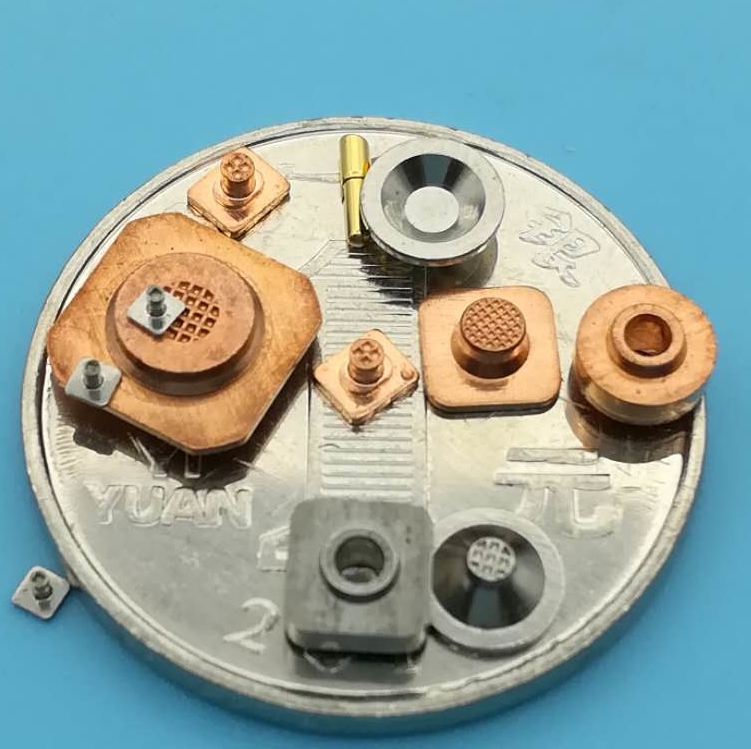
A mikroelektronika precíziós hideg extrudálási alkatrészei könnyen előállíthatnak rendelésenként milliónyi vagy akár tízmilliónyi részecskét. Ha még mindig hagyományos hideg extrudálási kézi töltési módszereket használ a gyártáshoz, itt az ideje, hogy korán befejezze az órát! Tehát a mikroprecíziós hideg extrudálási technológia kutatása és gyártása egyre fontosabbá vált, ezért kell beszélnünk a mikroprecíziós hideg extrudálási technológia témájáról.
A mikroprecíziós hideg extrudáló öntőformák kialakításának figyelembe kell vennie a folyamatos termelékenységet, és a felhasznált berendezések is nagy sebességű lyukasztógépek. Csak a nagy sebességű lyukasztógépek képesek kielégíteni az ügyfelek nagyszabású gyártási igényeit. Az EMAR érett öntőformái jelenleg 260-szer lyukasztási sebességet tartanak fenn, ami még mindig megfelel a legtöbb ügyfél igényeinek. Ha-ha!
A mikroprecíziós hideg extrudáló öntőformák kialakításának figyelembe kell vennie a folyamatos termelékenységüket. Az embriót sok lépésben kell kialakítani a formában, mert a hideg extrudálás feldolgozása nem olyan, mint a bélyegzés feldolgozása, és a nyomás nagyon magas, eléri a 2000MP-t. Ezért a vezetőoszlopok nem lehetnek túl kicsik vagy túl kevesek. Amikor találkozik a termék tervezésével, ezt a pontot teljes mértékben figyelembe kell venni, különben a termék gyártása instabil lesz egy ideig, és nem találja meg az okát.
A mikroprecíziós hideg extrudáló öntőformák kialakításának legfontosabb szerkezete a pontos adagolás. Ha az adagolási módszer nem pontos, akkor komolyan befolyásolja a termék hozamarányát. Az EMAR Hardver számos kitérőt tett ebben a tekintetben. Jelenleg két adagolási módszert alkalmaznak, és erre a gyártási módszerre szabadalmi tanúsítványt alkalmaztak, ezért nem kényelmes további információkat nyilvánosságra hozni a vonal érintésének elkerülése érdekében!
A mikroprecíziós hideg extrudáló öntőformák kialakításának továbbra is követnie kell a hideg extrudálás alapelveit. Függetlenül a konvex és konkáv öntőformáktól, a fémáramlásnak könnyűnek kell lennie, különösen a fém halott csomópontok kialakítása sima legyen. Ha a hatás nem érhető el, akkor több tervra osztható, hogy fokozatosan elérje a kívánt alakot. Ne tervezzen egy lépésben, különben a lyukasztás sebessége még fáradtabb lesz, mint egy kutya!
A kenés kulcsfontosságú tényező a mikroprecíziós hideg extrudálás előállításában, ami súlyosan befolyásolja a penész élettartamát. Az EMAR hardverek számos kitérőt tettek a K+F és a gyártás terén. Végül a Shanghai Jiaotong Egyetem Anyagkutató Intézetének professzorai által adott megoldások oldották meg ezeket a fejfájási problémákat, alapvetően a foszfázási és szappanítási kenési folyamatot helyettesítve. A gyártás most nagyon zökkenőmentes. Ebben a tekintetben a régi vasaknak szükségük van az EMAR segítségnyújtáshoz.
Régi vasalók, csak azokat a kérdéseket említhetem meg, amelyeket a mikroprecíziós hideg extrudáló szerszám tervezésénél és gyártásánál figyelembe kell venni. Üdvözöljük, hogy ebben a tekintetben rendeljenek és használják az EMAR hardvereket a gyártáshoz, vagy fizessenek szabadalmi díjat az EMAR hardver által biztosított technológiáért!
Meglévő EMAR precíziós hideg extrudálás gyártási videók, üdvözöljük a látogatást!