English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

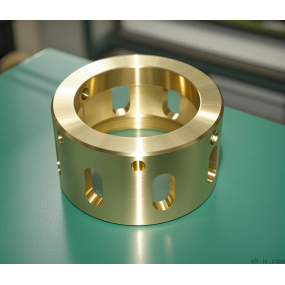
1. Alat Seleksi Masalah untuk Kasar Workpieces Tembaga
Siapa pun dengan pengalaman CNC tahu bahwa tahap kasar memiliki dampak besar pada efisiensi. Saat mengasari benda kerja tembaga, cobalah untuk menghindari penggunaan alat baja (HSS) berkecepatan tinggi sebanyak mungkin - mereka cepat aus, dan Anda juga tidak dapat menjalankannya dengan kecepatan tinggi. Sebaliknya, pemotong lalat atau alat karbida lebih hemat biaya di sini: mereka lebih tahan lama dan dapat menangani ke dalaman pemotongan yang lebih besar. Sederhananya, memilih alat yang tepat membuat pekerjaan lebih mudah dan menghemat banyak waktu yang dihabiskan untuk perubahan alat!
2. Pemesinan Berlapis Sangat Penting untuk Barang Kerja Tembaga Tinggi
Ketika berhadapan dengan benda kerja tembaga tinggi, jangan mencoba untuk mesin mereka dari atas ke bawah dengan satu alat! Pendekatan yang stabil dan andal adalah mesin berlapis - menggunakan alat dengan panjang yang berbeda untuk secara bertahap kasar benda kerja. Metode ini tidak hanya mencegah getaran alat dan obrolan tetapi juga memastikan tunjangan mesin yang seragam untuk setiap lapisan. Itu masuk akal, bukan?
3. Pabrik Flat-End Adalah Pilihan Pertama untuk Mesin Permukaan Datar
Saat mesin permukaan datar, ingatlah untuk menggunakan pabrik ujung datar daripada pabrik ujung bola. Pabrik ujung datar memiliki area kontak yang lebih besar, yang memastikan pemotongan yang lebih stabil dan efisiensi yang jauh lebih tinggi. Pabrik ujung bola, di sisi lain, lebih cocok untuk pemesinan permukaan melengkung. Dari sudut pandang editor, ini tentang "setiap alat melakukan tugasnya sendiri": dengan cara ini, setiap alat memainkan peran maksimumnya, dan Anda juga menghemat banyak waktu pemesinan!
4. Untuk Pembersihan Pojok: Ukur Radius Pertama Sebelum Memotong
Pembersihan sudut pada elektroda tembaga adalah tugas yang rumit. Sebelum membersihkan sudut, Anda harus terlebih dahulu memeriksa ukuran radius sudut (radius-R). Kemudian, pilih ball-end mill dengan ukuran yang sesuai berdasarkan radius ini. Jika Anda memilih alat yang terlalu besar, Anda tidak akan bisa membersihkan sudut secara menyeluruh; jika alat terlalu kecil, ia akan mudah pecah - membuang-buang waktu dan material. Jadi, mengambil satu menit ekstra untuk mengukur tidak akan pernah salah!
5. Manfaatkan Alat Tapered dengan Baik untuk Efisiensi Tinggi pada Fitur Tapered
Jika benda kerja memiliki runcing bilangan bulat (misalnya, beberapa pin pemosisian atau bos silinder dengan runcing), jangan ragu - gunakan alat runcing langsung untuk pemesinan. Metode ini menawarkan efisiensi tinggi dan presisi yang baik, menghemat banyak masalah. Editor telah memperhatikan bahwa beberapa orang selalu mencoba puas dengan alat biasa, tetapi ini akhirnya memakan lebih banyak waktu. Mengapa harus melalui kerumitan itu?
Wawasan dan Rekomendasi Pribadi:
Mesin tembaga CNC menghadapi dua tantangan utama: bahannya lunak dan rentan terhadap adhesi alat. Berikut adalah beberapa tips untuk pengoperasian:
- Kecepatan Spindle dan Tingkat Pakan: Tembaga memiliki kemampuan mesin yang baik, sehingga Anda dapat meningkatkan kecepatan spindle dan kecepatan umpan secara moderat.
- Reservasi Spark Gap: Saat pemesinan elektroda tembaga, atur celah percikan (tunjangan yang dipesan) dengan benar. Untuk elektroda kasar, celah biasanya 0,2-0,5mm; untuk elektroda finishing, 0,05-0,15mm.
- Toleransi dan Stepover: Untuk elektroda tembaga finishing, tepat untuk mengatur toleransi antara 0,005-0,02mm dan stepover antara 0,05-0,3mm.
- Pemeliharaan dan Inspeksi: Pertahankan alat mesin secara teratur, dan periksa simulasi program dengan cermat sebelum pemesinan untuk menghindari tabrakan yang berlebihan dan alat.
Singkatnya, menguasai metode ini akan membuat mesin tembaga CNC dua kali lebih efektif dengan setengah usaha! Semoga ini membantu Anda.
Apakah Anda memerlukan saya untuk menyesuaikan terjemahan istilah teknis tertentu (seperti mengoptimalkan ekspresi untuk "celah percikan" atau "stepover" agar selaras dengan konvensi permesinan CNC internasional) atau membuat glosarium dwibahasa dari istilah permesinan tembaga CNC inti untuk referensi Anda?