English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

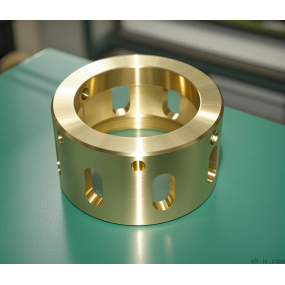
1. La selezione degli utensili è importante per la sgrossatura di pezzi in rame
Chiunque abbia esperienza nel CNC sa che la fase di sgrossatura ha un enorme impatto sull'efficienza. Quando si sgrossano i pezzi in rame, cercare di evitare il più possibile l'uso di utensili in acciaio ad alta velocità (HSS): si consumano rapidamente e non è possibile eseguirli nemmeno ad alte velocità. Invece, le frese a mosca o gli utensili in metallo duro sono più convenienti qui: sono più resistenti e possono gestire profondità di taglio maggiori. In poche parole, scegliere l'utensile giusto semplifica il lavoro e consente di risparmiare molto tempo sui cambi degli utensili!
2. La lavorazione a strati è essenziale per pezzi in rame alti
Quando si tratta di pezzi in rame alti, non cercare di lavorarli dall'alto verso il basso con un unico utensile! L'approccio stabile e affidabile è la lavorazione a strati, utilizzando strumenti di diverse lunghezze per sgrossare gradualmente il pezzo. Questo metodo non solo previene le vibrazioni e le vibrazioni dell'utensile, ma garantisce anche un'indennità di lavorazione uniforme per ogni strato. Ha senso, giusto?
3. I mulini a estremità piatta sono la prima scelta per la lavorazione di superfici piane
Quando si lavorano superfici piane, ricordarsi di utilizzare mulini a estremità piatta invece di mulini a sfera. I mulini a estremità piatta hanno un'area di contatto più ampia, che garantisce un taglio più stabile e un'efficienza molto più elevata. I mulini a sfera, d'altra parte, sono più adatti per la lavorazione di superfici curve. Dal punto di vista dell'editore, si tratta di "ogni utensile che fa il proprio lavoro": in questo modo, ogni utensile svolge il suo ruolo massimo e si risparmia anche molto tempo di lavorazione!
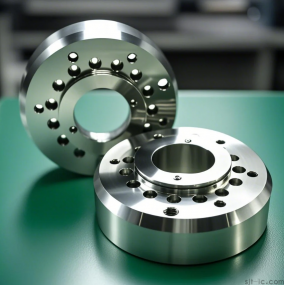
4. Per la pulizia degli angoli: misurare il raggio prima di tagliare
La pulizia degli angoli sugli elettrodi di rame è un compito delicato. Prima di pulire gli angoli, devi prima controllare la dimensione del raggio dell'angolo (raggio R). Quindi, seleziona un mulino a sfera della dimensione appropriata in base a questo raggio. Se scegli uno strumento troppo grande, non sarai in grado di pulire accuratamente gli angoli; se lo strumento è troppo piccolo, si romperà facilmente - sprecando tempo e materiale. Quindi, prendere un minuto in più per misurare non andrà mai storto!
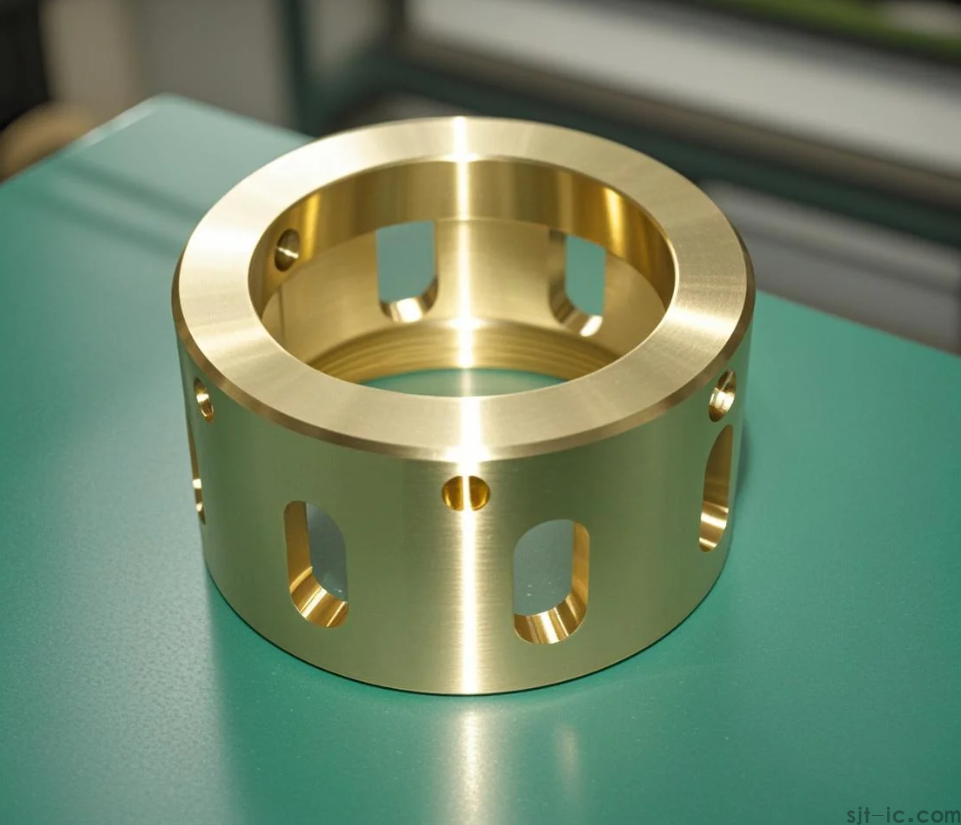
5. Faccia buon uso degli strumenti affusolati per alta efficienza sulle caratteristiche affusolate
Se il pezzo ha dei coni interi (ad esempio, alcuni perni di posizionamento o boccole cilindriche con i coni), non esitare: usa direttamente un utensile affusolato per la lavorazione. Questo metodo offre un'alta efficienza e una buona precisione, risparmiandoti molti problemi. L'editore ha notato che alcune persone cercano sempre di accontentarsi di utensili ordinari, ma questo finisce per richiedere più tempo. Perché passare attraverso quella seccatura?
Approfondimenti personali e raccomandazioni:
La lavorazione del rame CNC affronta due grandi sfide: il materiale è morbido e soggetto all'adesione dell'utensile. Ecco alcuni suggerimenti per il funzionamento:
- Velocità del mandrino e velocità di avanzamento: il rame ha una buona lavorabilità, quindi puoi aumentare moderatamente sia la velocità del mandrino che la velocità di avanzamento.
- Riserva dello spinterometro: durante la lavorazione degli elettrodi di rame, impostare correttamente lo spinterometro (tolleranza riservata). Per gli elettrodi di sgrossatura, lo spazio è di solito 0,2-0,5 mm; per gli elettrodi di finitura, è 0,05-0,15 mm.
- Tolleranza e stepover: per la finitura degli elettrodi in rame, è opportuno impostare la tolleranza tra 0,005-0,02 mm e lo stepover tra 0,05-0,3 mm.
- Manutenzione e ispezione: Mantenere regolarmente la macchina utensile e controllare attentamente la simulazione del programma prima della lavorazione per evitare sovrapposizioni e collisioni di utensili.
In breve, padroneggiare questi metodi renderà la lavorazione del rame CNC due volte più efficace con metà dello sforzo! Spero che questo ti aiuti.
Avete bisogno di me per regolare la traduzione di termini tecnici specifici (come l'ottimizzazione delle espressioni per "spark gap" o "stepover" per allinearsi alle convenzioni internazionali di lavorazione CNC) o creare un glossario bilingue dei termini di lavorazione del rame CNC di base per il vostro riferimento?