English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

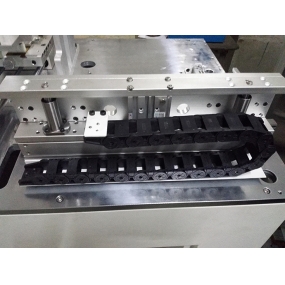
La cosiddetta maestria delle parti di stampaggio di precisione in metallo è la difficoltà di elaborare questa parte di stampaggio di precisione in metallo. La perfetta maestria di stampaggio dovrebbe garantire un elevato utilizzo delle materie prime, pochi passaggi di lavorazione, struttura semplice degli stampi e lunga durata, alta qualità delle parti di stampaggio, funzionamento semplice e conveniente dei lavoratori di stampaggio. Ci sono molti fattori che influenzano l‘artigianalità delle parti di stampaggio di precisione in metallo, come forma, dimensioni, precisione e prestazioni del prodotto.
1. La forma delle parti di stampaggio di precisione in metallo dovrebbe essere semplice e simmetrica, preferibilmente composta da archi e linee rette, in modo da generare meno rifiuti durante la pianificazione del layout.
 2. Cerca di evitare lunghi cantilever o fessure sulle parti di stampaggio di precisione in metallo e la larghezza minima dovrebbe essere maggiore del doppio dello spessore del materiale. La distanza tra i fori e i fori, i fori e i bordi delle parti di stampaggio non dovrebbe essere troppo piccola.
2. Cerca di evitare lunghi cantilever o fessure sulle parti di stampaggio di precisione in metallo e la larghezza minima dovrebbe essere maggiore del doppio dello spessore del materiale. La distanza tra i fori e i fori, i fori e i bordi delle parti di stampaggio non dovrebbe essere troppo piccola.
3. La dimensione della punzonatura non deve essere troppo piccola per evitare di rompere l‘ago di punzonatura durante il processo di stampaggio.
4. In circostanze normali, la forma delle parti di stampaggio non dovrebbe avere angoli acuti, ma dovrebbe utilizzare angoli arrotondati per la transizione, il che favorisce l‘elaborazione dello stampo di stampaggio e aumenta la durata dello stampo.
5. Quando si punzonano punzoni su parti di punzonatura e piegatura e si punzonano parti di imbutitura profonda, la distanza dal bordo del foro alla parete diritta del pezzo non dovrebbe essere troppo piccola. Se la distanza è troppo piccola, il foro si deformerà dopo la punzonatura. Se perforato in seguito, anche l‘ago da punzonatura si romperà facilmente.
Questo articolo proviene da EMAR Mold Co., Ltd. Per ulteriori informazioni relative a EMAR, fare clic su: www.sjt-ic.com!