English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

みなさん、こんにちは!今日は、縦型CNC製品加工についてお話ししましょう~小さな筐体を加工する際に、精度の不安定さや効率の低下などの問題に直面することがよくあります。私たちは何をすべきでしょうか?特に業界に新しいメーカーの場合、縦型CNCを使用してそのような部品をどのように処理するのでしょうか?続けて読みましょう!

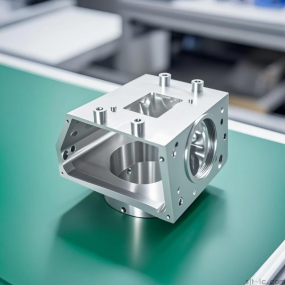
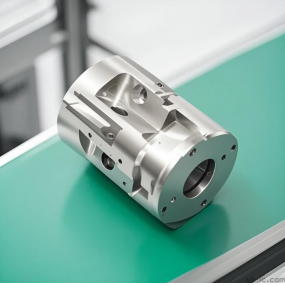
スモールエンクロージャの加工はなぜ難しいのですか?
小さな筐体は通常、コンパクトな構造で、薄い壁(変形しやすい)を持ち、多面加工が必要です。垂直CNCは板状、円盤状の部品に適していますが、不適切なクランプや不適切なパラメータ設定により、精度が一瞬で失われる可能性があります!たとえば、アルミニウム合金の筐体を加工する場合、過剰な切削力が薄い壁の部分に振動マークを直接引き起こす可能性があります...私は手直しのケースをあまりにも多く見てきました!
✅ 初心者がすぐにマスターするための5つの実用的なヒント
1.適切なクランプ方法を選択してください**:小さな筐体の場合は、専用の治具や真空チャックを使用して応力による変形を減らすのが最善です。薄い壁の部分をバイスで直接クランプすることは避けてください!
2.ツールとパラメータの最適化**:
仕上げ加工にはマルチフルートエンドミルを使用し、スピンドルの回転数を8000-12000 RPMに上げ、送り速度を適切に減らしてください。
深い溝の粗い加工には、重ね切りを採用してください。一度にすべてを切ることは避けてください。
3.温度管理が重要です**:加工領域を十分にカバーするために十分な切削油の供給を確保してください!熱変形のリスクを減らすために、水溶性切削油の使用をお勧めします。
4.プログラミング戦略の調整**:
-ストレス集中を減らすために、直線的なプランジカットの代わりにスパイラルフライス加工を優先してください。
-コーナーエリアにアークトランジションを追加して、急なターンによるツールのたわみを防止します。
5.リアルタイム品質検査フォローアップ**:座標測定機(CMM)を使用して、各バッチの最初の部品の主要な寸法をチェックし、タイムリーにエラーを補償します。
縦型CNCと横型CNC:小型エンクロージャ加工の比較
|特徴|縦型CNC加工|横型CNC加工||-----------------------|---------------------------------------|---------------------------------------||適した部品|板状、円盤状、小型筐体|大型ボックス、多面複雑部品||クランプ効率|シンプルで高速、観察しやすいツール設定|複数の調整が必要ですが、より安定しています||コスト管理|低い設備価格|高い投資とメンテナンスコスト||精度性能|最大0.0 1 mm(最適化後)|通常より安定しており、大量生産に適しています|
私の洞察:これらの隠れた痛みのポイントを無視しないでください!
-ツールの摩耗を監視する**:特にステンレス鋼やチタン合金の筐体を加工する場合は、20パーツごとにツールの摩耗をチェックすることをお勧めします。そうしないと、表面仕上げが急激に低下します。
-ソフトウェアシミュレーションファーストの原則**: CAMソフトウェアを使用して切削経路を予測することで、実際の加工中の衝突リスクを大幅に低減できます。
-新しい工場への提案**:少量の注文から始めて、「小さな筐体の垂直CNC加工」のようなロングテールの需要に焦点を当て、プロジェクトケースを蓄積した後に複雑な部品に拡大してください!
垂直CNC製品加工のしきい値は実際には高くありませんが、それをうまく行うことは⛏️細部を洗練することに完全に依存しています。