

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

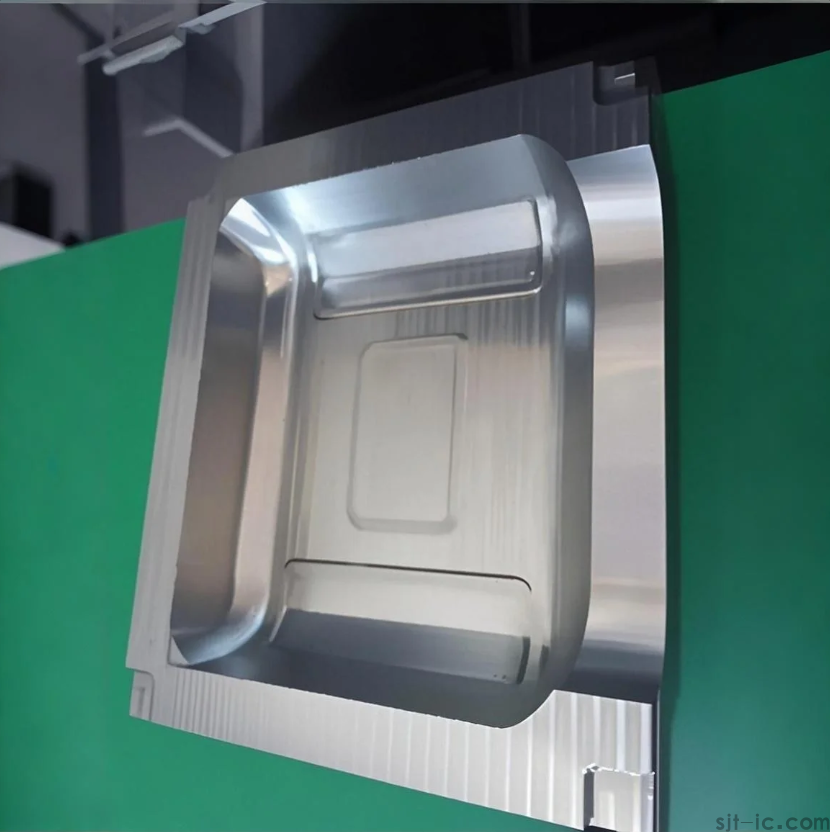
Som en profesjonell leverandør av CNC-bearbeidingstjenester spesialiserer EMAR Company seg på å levere høypresisjonsformer med eksepsjonell overflatekvalitet. Denne artikkelen utforsker de kritiske teknikkene for å oppnå speilignende overflater i CNC-formbearbeiding, og adresserer et sentralt bekymring for anskaffelsesledere og ingeniører.
1. Materialvalg for optimal overflatebehandling Grunnlaget for glatte moldflater begynner med riktig materialvalg. For aluminiumsformer (f.eks. 6061, 7075), anbefaler vi å bruke mikrokornkarbidverktøy med polerte fløyter. Ved maskinering av herdet stål (H13, P20), diamantbelagte sluttmøller kombinert med kryogen kjøling gir overlegne resultater. Våre ingeniører på EMAR gjennomfører alltid materialanalyse før maskinering for å bestemme den optimale tilnærmingen.
2. Precision Toolpath Strategies Vår CNC-bearbeidingsprosess implementerer avanserte verktøystrategier, inkludert:
Kontur parallell etterbehandling med stepover 5% av verktøydiameterTrokoid fresing for harde materialerAdaptiv rydding for å opprettholde jevn chip belastning3. Skjæringsparametere Optimisering Den perfekte balansen mellom spindelhastighet (15,000-30,000 RPM for aluminium), fôrhastighet (.05-.15mm / tann) og kuttdybde (.2mm for etterbehandling) er avgjørende. EMARs CNC-teknikere justerer disse parametrene i sanntid ved hjelp av avanserte overvåkingssystemer.
4. Teknikker for etterbehandling For ultra-glatte overflater (Ra <.2 bruker vi:>
Mikro-slipende flyt machiningElectrolytic PoleringLaser overflate teksturering (når spesifisert) Hos EMAR kombinerer vi disse tekniske tilnærmingene med strenge kvalitetskontrolltiltak, inkludert hvitt lys interferometri for overflate ruhet verifisering. Vårt ISO 9001-sertifiserte CNC-bearbeidingsanlegg sikrer konsekvente resultater for mold applikasjoner på tvers av bilindustrien, medisinsk og forbrukerelektronikkindustrien.










