English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

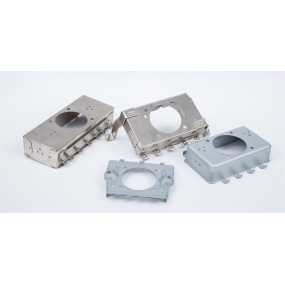
Hei alle sammen! I dag, la oss snakke om vertikal CNC produkt maskinering ~ Mange mennesker ofte støte på problemer som ustabil presisjon og lav effektivitet når maskinering små innhegninger. Hva skal vi gjøre? Spesielt for produsenter nye i bransjen, hvordan bruke vertikal CNC til å håndtere slike deler? La oss lese videre!

Hvorfor er Small Enclosure Machining vanskelig?
Små kabinetter har vanligvis en kompakt struktur, tynne vegger (som er utsatt for deformasjon), og krever multi-overflate maskinering. Selv om vertikal CNC er egnet for plateformede, plateformede deler, kan feil klemme eller feil parameterinnstillinger føre til at presisjonen går tapt i et øyeblikk! For eksempel, når maskinering av aluminiumslegeringskabinetter, kan overdreven skjærekraft direkte føre til vibrasjonsmerker på tynne vegger ... Jeg har sett for mange tilfeller av omarbeiding!
✅ 5 praktiske tips for nybegynnere å mestre raskt
1. Velg riktig klemmemetode **: For små kabinetter, er det best å bruke dedikerte jigs eller vakuum chucks for å redusere stress-indusert deformasjon. Unngå direkte klemme tynne veggede områder med en vice!
2. Verktøy og parameteroptimalisering **:
- Bruk fløyte-endemøller for etterbehandling, øke spindelhastigheten til 8000-12000 RPM, og redusere fôrhastigheten på riktig måte;
- For grov bearbeiding av dype spor, vedta lagskjæring - unngå å kutte helt gjennom på en gang.
3. Temperaturkontroll er nøkkelen **: Sikre en tilstrekkelig tilførsel av skjærevæske for å dekke maskineringsområdet! Jeg anbefaler å bruke vannløselig skjærevæske for å redusere risikoen for termisk deformasjon.
4. Programmeringsstrategijustering **:
- Prioritere spiralfresing i stedet for lineær stupskjæring for å redusere stresskonsentrasjonen;
- Legg til bueoverganger i hjørneområder for å forhindre avbøyning av verktøy forårsaket av skarpe svinger.
5. Oppfølging av kvalitetsinspeksjon i sanntid **: Bruk en koordinatmålemaskin (CMM) for å sjekke nøkkeldimensjonene til den første delen i hver batch, og kompensere for feil i tide.
Vertikal CNC vs. Horisontal CNC: Sammenligning for maskinering av liten kabinett
| Egenskaper | Vertical CNC Machining | Horisontal CNC Machining | | ----------------------- | --------------------------------------- | --------------------------------------- | | Passende deler | Plateformede, skiveformede, små kabinetter | Store bokser, komplekse deler med flere overflater | | Klemmeeffektivitet | Enkel og rask, lett å observere verktøyinnstilling | Krever flere justeringer, men mer stabil | | Kostnadskontroll | Lavere utstyrspris | Høye investerings- og vedlikeholdskostnader | | Presisjonsytelse | Opptil 0,01mm (etter optimalisering) | Vanligvis mer stabil, egnet for masseproduksjon |
Min innsikt: Ikke ignorer disse skjulte smertepunktene!
-Monitor verktøy slitasje **: Spesielt når maskinering av rustfritt stål eller titanlegeringsinnhegninger, anbefales det å sjekke verktøy slitasje hver 20. deler - ellers vil overflate finish falle kraftig;
-Prinsipp for programvaresimulering først **: Bruk CAM-programvare for å forutsi skjærebane, noe som i stor grad kan redusere risikoen for kollisjoner under faktisk bearbeiding;
-Forslag til nye fabrikker **: Start med små-batch bestillinger, fokus på lang-tail etterspørsel som "vertikal CNC maskinering av små kabinetter", og utvide til komplekse deler etter akkumulert prosjekt saker!
Terskelen for vertikal CNC-produktbearbeiding er faktisk ikke høy, men gjør det bra ⛏️ stoler helt på å foredle detaljene ~ Håper disse tipsene hjelper deg!