English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

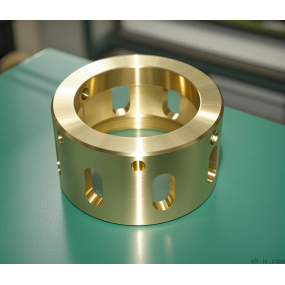
1. Valg av verktøy saker for grov kobber arbeidsstykker
Alle med CNC-erfaring vet at grovfasen har en enorm innvirkning på effektiviteten. Når du grover kobberarbeidsstykker, prøv å unngå å bruke høyhastighets stålverktøy (HSS) så mye som mulig - de slites ut raskt, og du kan ikke kjøre dem i høye hastigheter heller. I stedet er flykutter eller karbidverktøy mer kostnadseffektive her: de er mer holdbare og kan håndtere større skjæredybder. Enkelt sagt, ved å velge riktig verktøy gjør arbeidet enklere og sparer mye tid brukt på verktøyendringer!
2. Layered Machining er viktig for høye kobber arbeidsstykker
Når du arbeider med høye kobberarbeidsstykker, ikke prøv å maskinere dem fra topp til bunn med et enkelt verktøy! Den stabile og pålitelige tilnærmingen er lagbearbeiding - ved hjelp av verktøy av forskjellige lengder for gradvis å grove arbeidsstykket. Denne metoden forhindrer ikke bare verktøyvibrasjon og chatter, men sikrer også enhetlig maskineringgodtgjørelse for hvert lag. Det er fornuftig, ikke sant?
3. Flat-End møller er det første valget for flat overflate maskinering
Når maskinering flate overflater, husk å bruke flat-end møller i stedet for ball-end møller. Flat-end møller har et større kontaktområde, noe som sikrer mer stabil kutting og mye høyere effektivitet. Ball-end møller, derimot, er bedre egnet for buet overflate maskinering. Fra redaktørens perspektiv handler dette om "hvert verktøy som gjør sin egen jobb": på denne måten spiller hvert verktøy sin maksimale rolle, og du sparer også mye maskinering tid!
4. For rengjøring av hjørner: Mål radius først før kutting
Rengjøring av hjørner på kobberelektroder er en delikat oppgave. Før du rengjør hjørnene, må du først sjekke størrelsen på hjørneradiusen (R-radius). Deretter velger du en ball-end mølle av riktig størrelse basert på denne radiusen. Hvis du velger et verktøy som er for stort, vil du ikke kunne rengjøre hjørnene grundig; hvis verktøyet er for lite, vil det lett bryte - kaste bort både tid og materiale. Så å ta et ekstra minutt å måle vil aldri gå galt!
5. Gjør god bruk av koniske verktøy for høy effektivitet på koniske funksjoner
Hvis arbeidsstykket har heltall koner (f.eks. Noen posisjoneringspinner eller sylindriske sjefer med koner), ikke nøl - bruk et konisk verktøy direkte for maskinering. Denne metoden tilbyr høy effektivitet og god presisjon, noe som sparer deg for mye problemer. Redaktøren har lagt merke til at noen mennesker alltid prøver å gjøre med vanlige verktøy, men dette ender opp med å ta mer tid. Hvorfor gå gjennom det bryet?
Personlig innsikt og anbefalinger:
CNC kobberbearbeiding står overfor to store utfordringer: materialet er mykt og utsatt for verktøyadhesjon. Her er noen tips for drift:
- Spindelhastighet og fôrhastighet: Kobber har god bearbeidbarhet, slik at du kan øke både spindelhastigheten og fôrhastigheten moderat.
- Gnistgap Reservasjon: Når maskinering av kobberelektroder, angi gnistgapet (reservert godtgjørelse) riktig. For grovelektroder er gapet vanligvis 0,2-0.5mm; for etterbehandling av elektroder er det 0,05-0,15mm.
- Toleranse og stepover: For etterbehandling av kobberelektroder, er det hensiktsmessig å sette toleransen mellom 0,005-0,02mm og stepover mellom 0,05-0,3mm.
- Vedlikehold og inspeksjon: Vedlikehold regelmessig maskinverktøyet, og nøye sjekk programsimuleringen før maskinering for å unngå overskjæring og verktøykollisjoner.
Kort sagt, å mestre disse metodene vil gjøre CNC kobberbearbeiding dobbelt så effektiv med halvparten av innsatsen! Håper dette hjelper deg.
Trenger du meg for å justere oversettelsen av spesifikke tekniske termer (for eksempel å optimalisere uttrykk for "gnistgap" eller "stepover" for å tilpasse seg internasjonale CNC-bearbeidingskonvensjoner) eller lage en tospråklig ordliste med kjerne CNC-kobberbearbeidingsbegreper for din referanse?