English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Olá, colegas maquinistas e entusiastas de oficinas! Já passou horas montando e executando um trabalho CNC para uma bucha guia, apenas para descobrir que a parte final simplesmente não se encaixa bem ou se desgasta muito rápido? É frustrante, certo? Você sabe que a peça é crítica para um funcionamento suave, mas torná-la perfeita parece uma arte secreta. Bem, você não está sozinho. A verdade é que usinar uma peça de aparência simples, como uma bucha guia, contém pequenos detalhes que podem fazer ou quebrar seu projeto. Vamos analisar o que você realmente precisa prestar atenção ao fazer esses componentes essenciais.

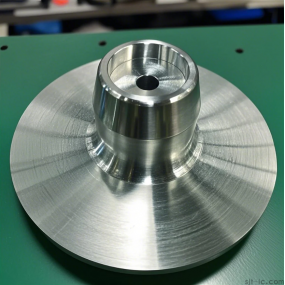
O que exatamente estamos tentando alcançar com uma bucha guia? Antes de mergulharmos no "como", vamos esclarecer o "porquê". Uma bucha guia não é qualquer anel de metal. Seu trabalho principal é guiar outra peça (como um eixo ou ferramenta) com extrema precisão e oscilação mínima. Ele precisa ser redondo, liso e resistente o suficiente para lidar com movimento e pressão constantes. Então, quando falamos sobre usinagem, não estamos apenas fazendo um furo em um tubo; estamos criando uma interface de alta precisão que garante que todo o resto funcione sem problemas. Se essa base estiver desligada, toda a montagem será prejudicada.

Principais coisas a serem observadas durante a usinagem Ok, aqui está a carne disso. Eu errei alguns no meu tempo, então aprenda com meus erros!
1. A escolha do material é metade da batalha: não pegue apenas qualquer estoque restante. O material que você escolhe afeta diretamente o desgaste. Embora o aço endurecido seja uma opção comum por sua durabilidade, o tipo específico é muito importante para a vida útil da bucha. Usar um material muito macio levará a uma deformação rápida.
2. Domar o monstro de calor: Este é um grande problema. Durante o corte e moagem, o calor se acumula. Muito calor pode amolecer o material ou até mesmo causar rachaduras microscópicas, arruinando a dureza e estabilidade dimensional da peça. Usar um bom refrigerante não é apenas uma sugestão; é uma necessidade para controle de qualidade.
3. O diâmetro interno (ID) é rei: Obviamente, o orifício interno é o recurso mais crítico. Seu tamanho, redondeza e acabamento superficial são tudo. Um furo áspero ou fora do círculo causará atrito, calor e falha prematura. Conseguir um acabamento de superfície semelhante a um espelho por meio de brunimento ou perfuração fina não é negociável para uma operação suave.
Meu processo para obter resultados consistentes Ao longo dos anos, me estabeleci em uma rotina que funciona para mim. Pode parecer simples, mas pular etapas é onde os problemas começam.
Etapa 1: Desbaste: Começo cortando a forma básica do caldo da barra, deixando um pouco de material extra ao redor. Trata-se de remover o volume de forma eficiente.
Etapa 2: Enfrentamento e centralização: certifico-me de que as extremidades sejam perfeitamente planas e quadradas. Em seguida, perfuro cuidadosamente o orifício piloto inicial. Centralizar esse orifício perfeitamente é crucial, pois todas as operações subsequentes dependem disso.
Etapa 3: Aborrecido para a perfeição: É aqui que a mágica acontece. Eu uso uma ferramenta de perfuração fina para trazer lentamente o diâmetro interno à sua dimensão final. Eu faço passes leves e verifico constantemente com medidores. O objetivo aqui é aquele acabamento e tamanho de superfície perfeitos.
Etapa 4: Acabamento do exterior: Assim que o ID estiver perfeito, giro o diâmetro externo (OD) para seu tamanho final, garantindo que seja concêntrico com o ID. Essa concentricidade é o que garante que a bucha não oscile depois de instalada.

Um pensamento pessoal sobre tolerâncias Todos nós trabalhamos a partir de projetos com chamadas de tolerância apertadas, certo? Às vezes, é tentador ir direto ao limite da especificação. Mas aqui estão meus dois centavos: atirar para o meio da faixa de tolerância geralmente oferece uma parte mais robusta. É responsável por pequenas variações de temperatura ou material e torna a bucha mais tolerante no mundo real. Perseguir o limite absoluto pode parecer bom no relatório de inspeção, mas pode não deixar espaço para condições do mundo real. Dito isso, não sou engenheiro, então o equilíbrio exato entre precisão e desempenho em cada cenário é um tópico complexo que ainda estou aprendendo.
❓ Mas e quanto a torneamento duro? Você deve ter ouvido falar sobre "torneamento duro" - usinagem de aço endurecido diretamente. Parece eficiente, certo? Pule a etapa de tratamento térmico após a usinagem. Embora a tecnologia certamente tenha avançado, ainda sou um pouco antiquado aqui. O processo requer máquinas incrivelmente rígidas e ferramentas especializadas para evitar danificar o material duro e quebradiço. Para a maioria das lojas, moer após tratamento térmico ainda pode ser a aposta mais segura para produção de alto volume. É uma área fascinante, porém, e a melhor escolha pode depender muito do seu equipamento específico e requisitos de peças.
Então, aí está. Não se trata apenas de executar o programa; é sobre pensar no material, no calor e em cada corte. Prestar atenção a esses detalhes é o que separa uma boa bucha guia de uma ótima. Espero que isso ajude você em sua próxima aventura de usinagem!