English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Привет, коллеги-машинисты и энтузиасты мастерских! Вы когда-нибудь часами настраивали и выполняли работу с ЧПУ для направляющей втулки только для того, чтобы обнаружить, что конечная часть просто не подходит или слишком быстро изнашивается? Это расстраивает, верно? Вы знаете, что деталь имеет решающее значение для бесперебойной работы, но сделать ее идеальной кажется секретным искусством. Ну, ты не одинок. Правда в том, что обработка простой на вид детали, такой как направляющая втулка, наполнена крошечными деталями, которые могут сделать или сломать ваш проект. Давайте разберем, на что вам действительно нужно обратить внимание при создании этих необходимых компонентов.

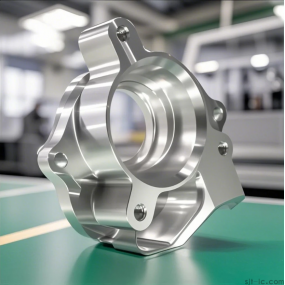
Чего именно мы пытаемся достичь с помощью направляющей втулки? Прежде чем мы углубимся в "как", давайте проясним "почему". Направляющая втулка - это не просто металлическое кольцо. Его основная задача - направлять другую часть (например, вал или инструмент) с чрезвычайной точностью и минимальным колебанием. Он должен быть круглым, гладким и достаточно прочным, чтобы выдерживать постоянное движение и давление. Поэтому, когда мы говорим о его механической обработке, мы не просто делаем отверстие в трубе; мы создаем высокоточный интерфейс, который обеспечивает бесперебойную работу всего остального. Если этот фундамент выключен, страдает вся сборка.

Лучшие вещи, на которые следует обратить внимание во время механической обработки Хорошо, вот суть этого. За свое время я несколько напортачил, так что учитесь на своих ошибках!
1. Выбор материала - это половина битвы: не просто хватайте остатки. Материал, который вы выбираете, напрямую влияет на износ. В то время как закаленная сталь является обычным выбором из-за ее долговечности, конкретный тип имеет большое значение для срока службы втулки. Использование слишком мягкого материала приведет к быстрой деформации.
2. Укрощение теплового монстра: это большое дело. Во время резки и шлифовки накапливается тепло. Слишком много тепла может смягчить материал или даже вызвать микроскопические трещины, испортив твердость и стабильность размеров детали. Использование хорошей охлаждающей жидкости - это не просто предложение; это необходимость контроля качества.
3. Внутренний диаметр (ID) является королем: очевидно, внутреннее отверстие является наиболее важной особенностью. Его размер, округлость и отделка поверхности - это все. Грубое или некруглое отверстие вызовет трение, нагрев и преждевременный отказ. Достижение зеркальной отделки поверхности путем хонингования или тонкого расточки не подлежит обсуждению для гладкой работы.
Мой процесс поиска последовательных результатовНа протяжении многих лет я привыкал к рутине, которая мне подходит. Это может показаться простым, но проблема начинается с пропуска шагов.
• Шаг 1: Черновая обработка: я начинаю с того, что вырезаю базовую форму из стержня, оставляя вокруг немного дополнительного материала. Речь идет об эффективном удалении насыпи.
• Шаг 2: Облицовка и центрирование: я слежу, чтобы концы были идеально плоскими и квадратными. Затем я тщательно просверливаю начальное пилотное отверстие. Очень важно получить идеальное центрирование этого отверстия, так как от этого зависят все последующие операции.
• Шаг 3: Скучно до совершенства: здесь происходит волшебство. Я использую тонкий скучный инструмент, чтобы медленно довести внутренний диаметр до конечного размера. Я делаю световые проходы и постоянно проверяю с помощью датчиков. Цель здесь - идеальная отделка поверхности и размер.
• Шаг 4: Завершение внешней части: как только идентификатор станет идеальным, я поворачиваю внешний диаметр (OD) до его конечного размера, гарантируя, что он концентричен с идентификатором. Эта концентричность гарантирует, что втулка не будет колебаться после установки.

Личная мысль о допусках Мы все работаем по чертежам с жесткими требованиями допуска, верно? Иногда заманчиво подтолкнуть прямо к пределу спецификации. Но вот мои два цента: стрельба по середине диапазона допусков часто дает вам более надежную часть. Это объясняет крошечные колебания температуры или материала и делает втулку более щадящей в реальном мире. Погоня за абсолютным пределом может хорошо выглядеть в отчете об инспекции, но не оставляет места для реальных условий. Тем не менее, я не инженер, поэтому точный баланс между точностью и производительностью в каждом сценарии - сложная тема, о которой я все еще учусь.
❓ Но как насчет твердой токарной обработки? Возможно, вы слышали о "твердой токарной обработке" - прямой обработке закаленной стали. Звучит эффективно, верно? Пропускайте этап термообработки после механической обработки. Хотя технология, безусловно, продвинулась вперед, я все еще немного старомодный здесь. Процесс требует невероятно жестких машин и специализированных инструментов, чтобы не повредить твердый хрупкий материал. Для большинства магазинов шлифовка после термообработки по-прежнему может быть более безопасной для крупносерийного производства. Однако это увлекательная область, и лучший выбор может сильно зависеть от вашего конкретного оборудования и требований к деталям.
Итак, вот оно. Дело не только в запуске программы; речь идет о продумывании материала, тепла и каждого разреза. Обращая внимание на эти детали, вы отделяете хорошую направляющую втулку от отличной. Надеюсь, это поможет вам в вашем следующем механическом приключении!