English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

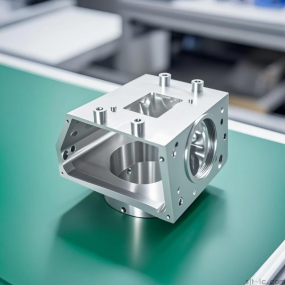
Hej, pokiaľ ide o CNC obrábanie, prečo deväť z desiatich tovární používa hliníkovú zliatinu? Spočiatku som si tiež myslel, že tento materiál je mäkký a ľahko sa s ním manipuluje, ale akonáhle sa dal na stroj, vyskočili problémy ako priľnavosť nástroja, zabudovaná hrana a nestabilné rozmery... Bolo to naozaj frustrujúce! Ale ak niektorí priatelia chcú rýchle a kvalitné výsledky obrábania, čo by mali robiť? Dnes musím zdieľať praktické tipy, ktoré často používam, aby som sa vyhol týmto nástrahám s každým!

Po prvé, poďme hovoriť o tom, čo je tak špeciálne o hliníkovej zliatine. Je ľahký, má dobrú pevnosť a je odolný proti korózii, takže je široko používaný v leteckom a elektronickom zariadení. Problém "adhézie nástroja" počas obrábania je však skutočne nepríjemný - pretože hliník je mäkký a má nízku teplotu topenia (asi 660 °C), nástroj má tendenciu byť lepkavý, keď je rýchlosť otáčania nízka. Nižšie je porovnanie charakteristík obrábania bežných modelov z hliníkovej zliatiny:
| Model | Pevnosť v ťahu (MPa) | Tvrdosť (HB) | Obtiažnosť obrábania | Platné scenáre |
| ------ | ---------------------- | ------------- | -------------------- | ----------------------------- |
| 6061 | Približne 310 | 60-150 |⭐⭐ | Konštrukčné časti, kryty |
| 7075 | Približne 570 | 60-150 |⭐⭐⭐⭐ | Letecký a kozmický priemysel, vysokonapäťové diely |
| 5052 | Približne 230 | 60-150 |⭐ | Komponenty s vysokými požiadavkami na odolnosť proti hrdzi |
Ako je zrejmé z tabuľky, aj keď 7075 má vysokú pevnosť, jeho obrábacia náročnosť je tiež oveľa väčšia! Naučil som sa to ťažko - keď som použil obyčajné vysokorýchlostné oceľové nástroje na obrábanie 7075, opotrebenie hrotu nástroja bolo strašne rýchle. Neskôr som prešiel na nástroje z cementovaného karbidu, aby som stabilizoval proces, a bolo nevyhnutné použiť vysoké rýchlosti otáčania (odporúča sa 3000-10000r / min) v kombinácii s petrolejovým chladením; inak by sa adhézia nástroja vyskytla v priebehu niekoľkých minút.
Otázkou teda je, ako zvoliť správne nástroje a parametre? Myslím si, že tieto tri triky sú mimoriadne praktické:
1. Nešetrite na nástrojoch: Ako základ použite cementovaný karbid; pre diely s vysokými požiadavkami na povrch sú potrebné aj diamantové povlaky!
2. Neváhajte zvýšiť rýchlosť otáčania: Hliník sa nebojí vysokých rýchlostí - vyššie rýchlosti môžu znížiť zabudované hrany.
3. Zaistite primerané chladenie: Je potrebné minimálne množstvo mazania (MQL) alebo rezných kvapalín určených na hliníkové zliatiny; niekedy chladenie vzduchom nestačí!
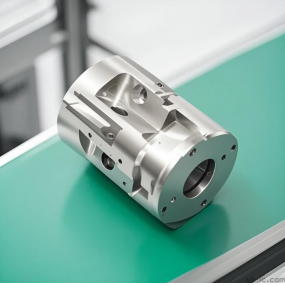
Mimochodom, tenkostenné časti sú ešte problematickejšie - majú tendenciu sa deformovať, keď je rezná sila príliš veľká. Môj prístup je použiť malé hĺbky rezu s viacerými priechodmi, ovládať axiálnu hĺbku rezu (ap) medzi 0,5 a 2 mm a používať prípravky na pomocnú podporu. Tiež dávajte pozor na cestu nástroja pri programovaní, aby ste sa vyhli koncentrácii tepla v jednej oblasti!
Na záver sa podeľme o nejaké skúsenosti: Všimol som si, že veľa tovární, aby ušetrili náklady, používa na vynútenie hliníkových zliatin nízke rýchlosti otáčania a veľké krmivá... Výsledkom je, že opotrebenie nástroja je rýchle, kvalita povrchu je zlá a doba prepracovania je ešte dlhšia ako doba obrábania! Skutočným spôsobom, ako ušetriť peniaze, je zosúladiť proces s materiálom - napríklad vysokorýchlostné oceľové nástroje môžu byť použité pre 6061, ale cementovaný karbid je nevyhnutnosťou pre 7075. Preto je výber správnej metódy oveľa dôležitejší ako slepo šetriaci peniaze!