English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

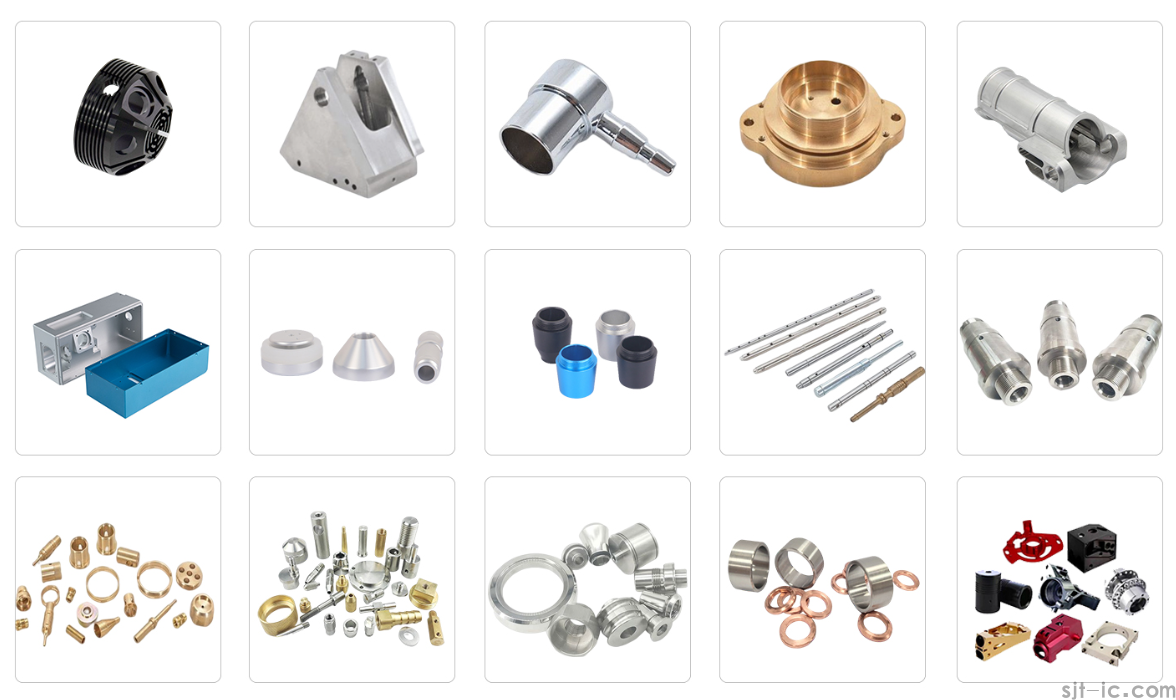
❓ Vad exakt är "CNC-bearbetning av köksredskapstillbehör" - och vad är det inte? Här är vad det egentligen betyder När en leverantör säger att de "CNC-maskintillbehör" talar de om att använda datorstyrda skärverktyg - kvarnar, svarvar, borrar - för att hugga fasta block eller materialstänger i färdiga komponenter. Tänk handtag, gångjärn, fästen, ventilkroppar, bladhållare, precisionsbeslag och gängade skär för apparater.
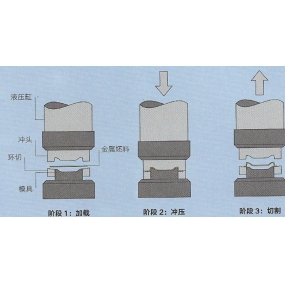
Processen skiljer sig i grunden från stämpling, gjutning eller smide. Dessa metoder formar material i bulk. CNC-bearbetning tar bort material med sub-millimeterprecision. En välprogrammerad 5-axlig maskin kan träffa toleranser på 0,01 mm eller stramare - vilket i praktiken betyder ett mixerbladfäste som snurrar sant vid 15 000 RPM utan att vackla.
Här är vad det inte ärNu, en nödvändig verklighetskontroll. CNC-bearbetning är inte en universell fix för dåligt utformade delar. Om din geometri har djupa underskärningar, absurt tunna väggar eller trådspecifikationer som inte ger någon mekanisk mening, kan ingen CNC-trollkarl rädda dig. Jag har fått ingenjörer att skicka mig ritningar där de ville ha 0,3 mm väggar på ett 200 mm långt handtag i rostfritt stål. Maskinen kan teoretiskt försöka det; fysik kommer att säga något annat.
Dessutom: inte alla kökskomponenter behöver CNC-bearbetning. Ett enkelt stämplat fäste som rymmer en hylla? Stämpling är bra. Men när du behöver precisionspassning mellan rörliga delar eller livsmedelskontaktytor som måste uppfylla hygienstandarder blir CNC-bearbetning ett mycket mer strategiskt val.
Hur materialval gör eller bryter CNC-köksutrustningsprojektRostfritt stål (304 / 316): Branschens arbetshäst - Med avvägningarFör köksutrustningskomponenter med livsmedelskontakt dominerar austenitiska rostfria stål. Klass 304 erbjuder utmärkt korrosionsbeständighet och används ofta för handtag, fästen och strukturella köksdelar. Klass 316 lägger till molybden för överlägsen motståndskraft mot klorider - viktigt om dina produkter går igenom aggressiva diskmaskinscykler eller industriell sanering.
Men här är något jag önskar att fler köpare förstod: rostfritt stål är betydligt svårare att skära verktyg än aluminium, ofta med en faktor på 1,8x eller mer i bearbetningskostnaden. Det gör det inte till ett dåligt val - det gör det medvetet. Om din produkt verkligen behöver korrosionsbeständighet och styrka, betala för det. Om du bearbetar en rent dekorativ inre komponent som aldrig berör mat eller fukt, kan du kasta marginalen bort.
Aluminiumlegeringar: När lättvikt betyder mer än du tyckerAluminium (6061, 7075) blir allt populärare för köksredskap där viktminskning verkligen är önskvärd - premium köksredskap handtag, löstagbara mixerfästen, bärbara apparathus. Det är ungefär 65% lättare än rostfritt stål och maskiner betydligt snabbare.
Nackdelen är att aluminium repor lättare och i livsmedelsmiljöer vanligtvis kräver anodisering eller annan ytbehandling för hållbarhet. Faktorera det i din efterbehandlingsbudget på förhand - speciellt om din leverantör inte erbjuder efterbehandlingstjänster internt.
Titan: "Flex" -materialet (som faktiskt kan vara värt det) Jag ser titan dyka upp mer i avancerade köksartiklar - lyxiga bestickuppsättningar, hantverksmässiga kaffestativ, ultralätt campingkokkärl. Titan är korrosionsbeständigt, biokompatibelt och har en unik estetik. Det är också plågsamt långsamt att bearbeta och dyrt.
För de flesta kommersiella köksredskapsprojekt är titan överdrivet. Men för premiumproduktlinjer där materialhistoria är viktig för din varumärkespositionering - och dina kunder kommer att betala premien - kan det vara ett legitimt mervärde. Förvänta dig bara inte att det angivna priset ser ut som rostfritt stål.
Vad verkligen driver CNC-bearbetningskostnader för köksdelar? Det är inte bara "Hur stor är delen" Jag ser upphandlingsfolk fixera på delstorlek och saknar helt vad som faktiskt blåser upp citat. Den största kostnadsdrivrutinen i CNC-bearbetning är nästan alltid bearbetningstid - vilket kan representera 50-70% av den totala delkostnaden. - Och bearbetningstiden handlar inte bara om hur stor delen är. Det handlar om:
Geometri-komplexitet: djupa fickor, tunna väggar, inre trådar och flera inställningar ökar cykeltiden avsevärt.
Toleranskrav: att flytta från 0,1 mm till 0,01 mm kan fördubbla eller tredubbla kostnaden, för nu måste maskinen sakta ner, ta flera finishpass och operatören måste inspektera oftare.
Materialbearbetbarhet: rostfritt stål går långsammare än aluminium; titan går långsammare än rostfritt stål. -
Batch Quantity Sweet Spot Ingen pratar omHär är en kontraintuitiv verklighet: att beställa 500 enheter kan ibland vara mer kostnadseffektivt per enhet än att beställa 50. Varför? Eftersom programmerings-, installations- och fixtureringskostnaderna sprids över fler delar. På EMAR har vi upptäckt att batchstorlekar över 200-300 enheter vanligtvis börjar låsa upp meningsfulla enhetskostnadsförbättringar för köksutrustning.
Jag bör nämna att det finns en gräns för denna logik. Beställ 50 000 enheter och du kanske vill titta på formgjutning eller formsprutning av metall istället. CNC-bearbetning har sin söta punkt - hög precision, låg till medelstora volymer. Att trycka in det i massproduktionsområdet gör ibland inte ekonomisk mening, även om varje projekt är annorlunda.

Ytbehandling: Den dolda skillnaden mellan "ren" och "kompatibel" Varför Ra-värden faktiskt spelar roll i livsmedelsapplikationer En ytjämnhet på Ra 0,8 μm eller bättre handlar inte bara om att se premium - det påverkar direkt rengörbarhet och bakterieresistens. Standarder för livsmedelsbearbetningsutrustning kräver alltmer ytor som inte innehåller föroreningar i mikrosprickor.
Vanliga efterbehandlingsalternativ för köksutrustning CNC-delar inkluderar:
Elektropolering: tar bort ett mikroskopiskt lager av ytmaterial och lämnar en extremt slät, passiverad yta som är idealisk för matkontakt
Pärlblästring: skapar en jämn matt yta, perfekt för estetiska handtag och yttre ytor
Anodisering (för aluminium): lägger till ett hållbart, korrosionsbeständigt oxidskikt
Spegelpolering: vanligtvis reserverad för synliga, dekorativa ytor där premiumutseende är viktigt
One Thing That Bites Projects: Off-Site FinishingOm din CNC-leverantör skickar delar till en tredje part efterbehandlare har du precis lagt till transittid, hanteringsrisk och koordinationskomplexitet. EMAR hanterar efterbehandling internt, vilket tar bort minst en logistisk huvudvärk från leveranskedjan. Jag har sett projekt försenade med veckor eftersom en leverans av bearbetade delar repades under transporten till en extern polerare. Det är en av de tråkiga logistiska detaljerna som ingen vill tänka på förrän det förstör ett leveransschema.
Hur man vet en CNC-leverantör för köksutrustning - Utan att få BurnedCertifications som inte bara är väggdekorationerISO 9001 är bordssatsningar för kvalitetshantering. För livsmedelskontaktkomponenter kanske du också vill fråga om NSF / ANSI 51-efterlevnad (för material för livsmedelsutrustning) och ISO 14001 för miljöhantering.-
Men här matchar verkligheten inte alltid papper. Jag har gått igenom fabriker med imponerande certifieringsväggar och trasig utrustning. Ditt faktiska jobb under leverantörskontroll är inte kryssrutor - det avgör om dessa kvalitetssystem verkligen fungerar.
Inspektionsfrågan du behöver ställa Fråga din potentiella leverantör: "Har du en CMM (Coordinate Measuring Machine) internt och vad är din inspektionsprovtagningshastighet?"
Om de lägger ut inspektion till ett tredjepartslaboratorium är det inte automatiskt diskvalificerande - men det är värt att notera att det sannolikt kommer att lägga till vändningstid och komplexitet. Om de inte kan formulera sin FAI-process (FIRST ARTILE INSPECTION) tydligt är det ett genuint problem. -
Röda flaggor Jag har lärt mig den hårda vägen Citat som kommer tillbaka i 10 minuter. Korrekt offert kräver att granska CAD-filer, bedöma tillverkningsbarhet, uppskatta cykeltider och planera verktygsbanor. Flammande snabba citat betyder ofta att de inte faktiskt titta på din design.
Ingen DFM-feedback. En kompetent CNC-partner bör trycka tillbaka med Design for Manufacturability-förslag. Om de bara säger "ja" till allt granskar de antingen inte dina filer eller bryr sig inte om dina delar verkligen fungerar. -
Vaga materialcertifieringar. "Vi använder 304 rostfritt stål" räcker inte. Be om testcertifikat för kvarn eller dokumentation för spårbarhet av material - speciellt för applikationer för livsmedelskontakt. -
♻️ Hållbarhet i CNC-bearbetning: Den tysta trenden omformning av köksredskap Supply ChainsÅtervunnet innehåll blir en konkurrenskraftig RequirementSustainability kan verka som en sekundär oro när du brottas med toleransspecifikationer och leveransfrister, men det blir allt viktigare - särskilt för köksredskap som säljer till europeiska marknader med strikta miljöregler. Många CNC-leverantörer erbjuder nu återvunnet innehåll rostfritt stål och aluminiumlegeringar.-1-
EMAR: s strategi har varit att köpa återvunna metaller där specifikationerna tillåter, samtidigt som fullständig spårbarhet bibehålls så att våra kunder vet exakt vad som finns i deras produkter. Detta är inte bara må bra branding; återvunnet aluminium, till exempel, kräver ungefär 95% mindre energi för att producera än jungfruligt material. Att energibesparingar ibland översätter till blygsamma materialkostnadsfördelar, även om tillgängligheten varierar beroende på region och legeringsklass.
Chip Recycling and Closed-Loop Coolant SystemsEn detalj som ofta överraskar köpare: CNC-bearbetning producerar betydande metallavfall - flis, svärg och skrot. Ansvariga tillverkare investerar i chipåtervinningssystem och filtrering av kylvätska med sluten slinga för att minimera miljöpåverkan. Detta är en av de faktorer som skiljer råvarubutiker från seriösa produktionspartners, och det är värt att fråga om under leverantörsutvärderingar.
Affärsfodralet för anpassade CNC-köksredskapNär hylldelar blir en ansvarStandardkatalogkomponenter fungerar bra - tills de inte gör det. När du bygger en premiumapparat, gör cookie-cutter handtag och generiska monteringsfästen din produkt ser ut som alla andras. Anpassade CNC-bearbetade köksredskapstillbehör ger produktdesigners exakt kontroll över form, funktion och finish. Denna differentiering kan direkt påverka hyllans överklagande och detaljhandelspriser.
Mer praktiskt låter anpassad bearbetning dig optimera för monteringseffektivitet. Ett fäste som är bearbetat för att passa ihop med intilliggande komponenter kan minska monteringstiden med minuter per enhet - vilket under en produktionskörning på 10 000 enheter ger riktiga pengar.
Prototypfördelar: Misslyckas snabbt, misslyckas billigt En av CNC-bearbetningens underuppskattade styrkor är snabb prototypning. Du kan få funktionella metallprototyper på 5-7 arbetsdagar, testa dem i verkliga köksmiljöer, itera designen baserat på verklig feedback och först därefter förbinda sig till produktionsvolymer.
Kontrastera detta med verktygsberoende processer: du spenderar tusentals på en form, väntar veckor, upptäcker en designfel, spenderar mer tusentals på mögelmodifieringar, väntar fler veckor. CNC-prototyper undviker den dödsspiralen. För produktutvecklingsteam kan denna hastighetsfördel ensam motivera bearbetningsmetoden under förproduktionsfaser.
Vad ska du göra härnäst? Om du köper tillbehör till köksutrustning och undrar om CNC-bearbetning passar rätt för dina komponenter, här är ett praktiskt nästa steg:
Skicka dina CAD-filer eller tekniska ritningar till EMARs ingenjörsteam. Vi tillhandahåller:
Gratis DFM-återkoppling inom 24 timmar
Tydliga kostnadsfördelningar så att du förstår exakt vad som driver prissättningen
Vägledning för materialval baserat på faktiska applikationskrav, inte bara vad som är billigast att bearbeta
Intern efterbehandling för att eliminera komplexiteten i leveranskedjan
Vi förväntar oss inte att varje förfrågan omvandlas till en beställning - det är inte så B2B-relationer fungerar. Men även om du bara vill ha en andra åsikt om din design innan du närmar dig flera leverantörer, hjälper vi gärna till.
Kontakta EMAR:
Tfn + 86 18664342076
E-post: sales8@sjt-ic.com