English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

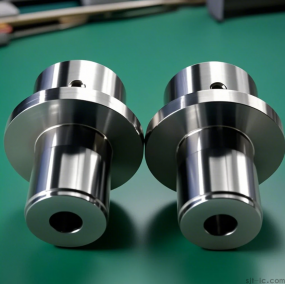
Hej där, andra ingenjörer och upphandlingsproffs! Har du någonsin öppnat CNC-maskinens dörr, förväntar dig ett perfekt rostfritt stålrör, bara för att hitta det något böjt eller skevt? Det är frustrerande, eller hur? Du är inte ensam. Denna lilla deformation kan skrota en del, fördröja ett projekt och spränga budgeten. Så vad kan du göra när dina rostfria rör fortsätter att deformeras under CNC-bearbetning? Låt oss dyka in i några praktiska korrigeringar som jag har samlat från butiksgolvet.

Varför vrider rostfria stålrör så enkelt? Först och främst måste vi förstå fienden. Rostfritt stål är tufft, men den mycket segheten gör det svårt att bearbeta. När CNC-skäraren biter i metallen genererar den mycket värme och tryck. Röret, särskilt om det är tunnväggigt, kan inte alltid hantera denna stress jämnt, vilket leder till böjning eller vridning. Det är som att försöka skära en detaljerad design på en läskburk - du måste vara otroligt mild och exakt. Materialets inre spänningar kan också släppas under skärningen, vilket ökar problemet.
Smart Fix # 1: Tänk om hur du håller röret Detta är förmodligen det första jag kollar när jag ser deformation. Det klassiska skruvstädet eller chucken kan pressa livet ur din del.
✅ Använd mjuka käkar: Skräddarsydda mjuka käftar som matchar rörets ytterdiameter kan greppa det ordentligt utan att bita i och orsaka bucklor eller spänningspunkter. ✅ Stöd, stöd: För längre rör, använd en tailstock eller en stadig vila. Detta ger en extra kontaktpunkt, vilket förhindrar att röret hänger eller vibrerar under skärkraften. Det är ett enkelt drag som gör en enorm skillnad. ✅ Fördela trycket: Ibland kan ett bredare klämområde hjälpa till att sprida kraften jämnare. Tänk på det som att ligga på en nagelsäng kontra en enda spik.

Smart Fix # 2: Tämja värmen med din skärareSkärverktyget är där magin (eller katastrofen) händer. Värme är huvudskurken här.
✅ Vassa verktyg är icke-förhandlingsbara: Ett tråkigt verktyg skär inte; det gnuggar och smetar metallen och genererar massiv värme. Använd skarpa, specialiserade verktyg för rostfritt stål och byt ut dem innan de blir för slitna. Jag kan inte betona detta nog. ✅ Hitta "Sweet Spot" för matningar och hastigheter: Att köra spindeln för snabbt kan överhettas materialet, medan det går för långsamt kan arbeta härda ytan. Det är en känslig balans. En högre matningshastighet med måttlig hastighet kan ibland hjälpa till att bära bort värmen med chipet. Du måste experimentera lite här. ✅ Kylvätska är din bästa vän: Använd mycket av det! En bra översvämningskylvätska håller inte bara saker svala; det smörjer också och hjälper till att tvätta bort flis som kan repa ytan eller störa snittet. Även om dessa strategier rekommenderas allmänt är den exakta interaktionen mellan verktygsgeometri och materialkvalitet på värmeproduktion något jag fortfarande försöker helt linda mitt huvud. Det verkar som om det alltid finns en ny variabel i spel.

Smart Fix # 3: Bearbetningsstrategin "Steg för steg" Att försöka ta bort allt material på en gång är ett recept på katastrof. Det är som att försöka gräva ett stort hål med en gigantisk skopa - du kommer sannolikt att bryta din spade.
✅ Ta flera ljusskärningar: I stället för en djup skärning, ta flera lättare passeringar. Detta minskar skärkraften och värmen i ett enda steg, vilket ger materialet mindre anledning att snedvrida. ✅ Grovbearbetning och efterbehandling: Använd en grovbearbetningsstrategi för att snabbt ta bort huvuddelen av materialet och lämna en liten mängd (som .5mm) för en sista, ren efterbehandling. Denna efterbehandling kan rensa upp någon mindre rörelse från grovbearbetningssteget. ✅ Symmetri är nyckeln: Om du bearbetar funktioner på motsatta sidor, försök att göra det symmetriskt. Maskinen lite på ena sidan, sedan lite på den andra, för att balansera ut spänningarna. Det är lite mer arbete på programmeringssidan, men det lönar sig i raka delar. Kanske tyder detta tillvägagångssätt på att nyckeln till stabilitet inte är brute force, utan en mer tålmodig, balanserad metod. Det handlar inte om att bekämpa materialet utan att arbeta med det.
En sista tanke från verkstadenAtt hantera deformation handlar ofta mindre om en magisk kula och mer om en kombination av små knep. Materialet i sig, den specifika CNC-maskinens styvhet och till och med tiden på dagen kan spela en roll - okej, kanske inte tiden på dagen, men du förstår poängen! Det är en helhetsprocess. Ibland handlar den bästa lösningen om att prata med din materialleverantör om rörets initiala spänningstillstånd, en faktor som ofta förbises. Slutsatsen är att med noggrann planering och uppmärksamhet på dessa detaljer kan du förvandla en skev mardröm till en rak, perfekt del, varje gång.