English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Någonsin hittat dig själv stirrar på en komplex del design undrar: "Behöver jag verkligen 4-axlig bearbetning för detta?" Du är inte ensam. Många inköpschefer och ingenjörer kämpar med denna exakta fråga när man köper precisionsdelar. Låt oss bryta ner det på vanlig engelska.
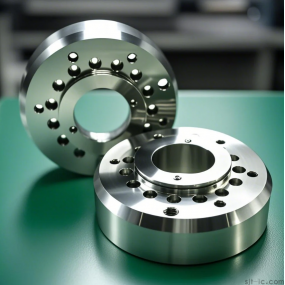
Så vad exakt pratar vi om här? 3-axlig CNC-bearbetning flyttar skärverktyg i tre riktningar: upp-ner, vänster-höger och framåt-bakåt. Det är som en mycket exakt robothand som kan nå var som helst i ett lådformat utrymme. 4-axel lägger till rotation runt en horisontell linje, vilket ger den "vridande" rörelsen som öppnar nya möjligheter.
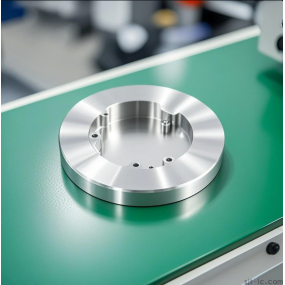
När ska du välja 3-axlig bearbetning? • Platta delar och enkla geometrier - Om din del i princip ser "platt" ut eller har funktioner mestadels på ena sidan • Stramare budgetar - 3-axliga maskiner kostar mindre att använda per timme • Snabbare vändning för enkla jobb - Inget behov av komplexa installationsrotationer
Jag har sett företag slösa tusentals specificera 4-axel för delar som kan göras perfekt på 3-axlig utrustning. Ibland är enklare verkligen bättre.
Den fjärde axeln - När betyder det faktiskt? Här blir saker intressanta. Rotationsförmågan är inte bara en "trevlig att ha" - det blir viktigt för:
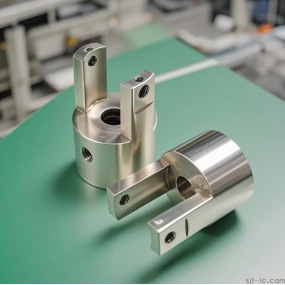
• Delar som behöver bearbetas på flera sidor - Som de med hål eller funktioner lindade runt • Komplexa konturer - Tänk böjda ytor som inte bara är enkla bågar • Minska installationstiden - En 4-axlig installation kontra flera 3-axliga inställningar
Även om jag ärligt talat har jag märkt att vissa butiker driver 4-axel för jobb som kan göras i två 3-axliga operationer. Du måste fråga: "Kommer den reducerade hanteringstiden faktiskt att spara pengar?"

Kostnadsfrågan Allas tänkande om 4-axlig bearbetning går vanligtvis 20-40% högre per timme än 3-axel. Men här är vridningen (ordspel avsedd) - ibland sparar 4-axeln faktiskt pengar totalt sett.
Låt mig förklara: Om en del kräver bearbetning på tre sidor, med 3-axel behöver du: 1. Första installationen - maskinens toppfunktioner2. Andra installationen - vänd del, maskinens botten3. Tredje installationen - omplacering, maskinens sidor
Varje inställning tar tid och introducerar potentiella justeringsfel. Med 4-axel kan du göra det i en inställning.
Detta antyder kanske att fokusering enbart på timpriser kan vara vilseledande. Den totala jobbkostnaden betyder mer.
Gör rätt val för ditt projekt Ställ dig själv följande frågor: • Hur många sidor behöver bearbetas? • Finns det funktioner som sveper runt delen? • Vad är ditt toleranskrav? • Vad är produktionsmängden?
För engångsprototyper kan flera 3-axliga inställningar vara billigare. För produktionskörningar vinner 4-axliga ofta på konsistens och hastighet.
Med detta sagt har jag upptäckt att många delar faller i ett grått område där endera metoden kan fungera. I dessa fall är det vettigt att få offert för båda tillvägagångssätten.
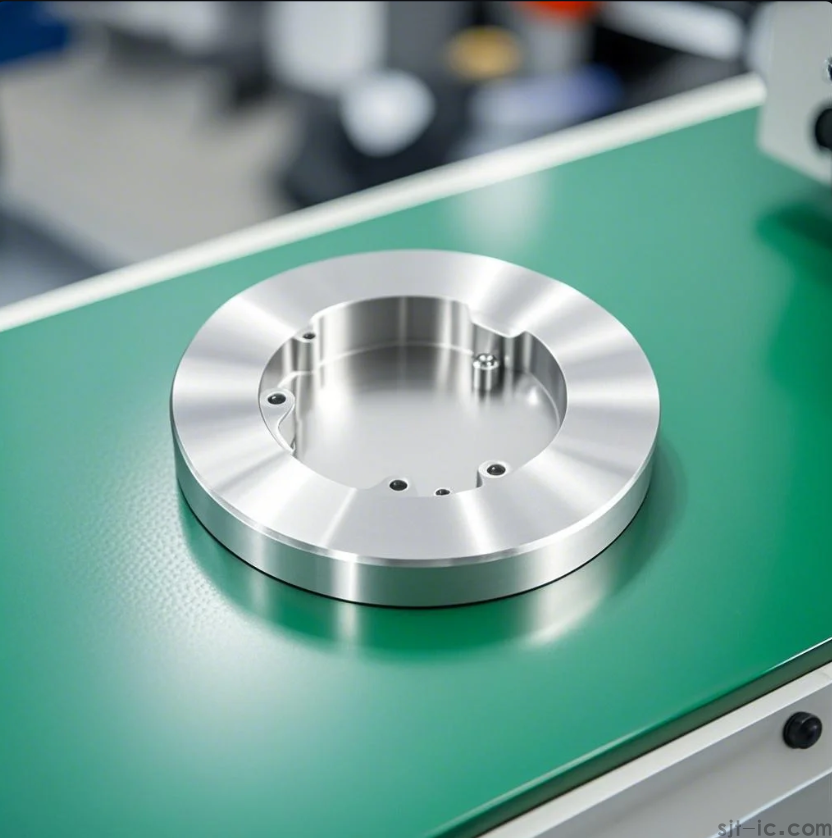
Kvalitetshänsyn Många överblickHär är något jag önskar att fler köpare visste: 4-axlig bearbetning kan ibland leverera bättre noggrannhet på komplexa delar. Varför? Eftersom att minska antalet gånger du klämmer fast arbetsstycket minimerar kumulativa positioneringsfel.
Jag minns en klient som fortsatte att få lite out-of-spec delar med 3-axlig bearbetning. Problemet var inte maskinens precision - det var de små variationerna som introducerades varje gång de placerade om delen. Att byta till 4-axel löste deras toleransproblem.
Det är ändå värt att nämna att en skicklig 3-axlig operatör med bra fixturer också kan uppnå anmärkningsvärd noggrannhet. Maskinen är bara en del av ekvationen.
Letar du efter personlig rådgivning om ditt specifika bearbetningsprojekt? Vårt tekniska team kan hjälpa dig att välja det mest kostnadseffektiva tillvägagångssättet - bara nå ut via vårt kontaktformulär så analyserar vi dina ritningar inom 24 timmar.
Branschdata visar att cirka 60% av de delar som för närvarande tillverkas på 4-axliga maskiner kan tillverkas på 3-axlig utrustning med noggrann processplanering. Det motsatta är inte sant - vissa geometrier kräver helt enkelt ytterligare rotationsfrihet.