English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

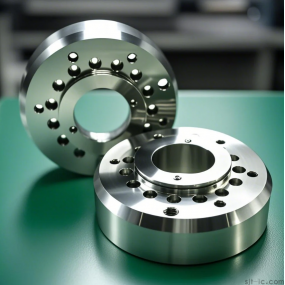
เฮ้เมื่อพูดถึงการตัดเฉือน CNC ทำไมโรงงานเก้าในสิบแห่งถึงใช้โลหะผสมอลูมิเนียม? ในตอนแรกฉันก็คิดว่าวัสดุนี้นุ่มและง่ายต่อการจัดการ แต่เมื่อมันถูกวางบนเครื่องปัญหาเช่นการยึดเกาะของเครื่องมือขอบที่สร้างขึ้นและขนาดที่ไม่เสถียรก็โผล่ขึ้นมา.. มันน่าหงุดหงิดจริงๆ! แต่ถ้าเพื่อนบางคนต้องการผลการตัดเฉือนที่รวดเร็วและมีคุณภาพสูงพวกเขาควรทําอย่างไร วันนี้ฉันต้องแบ่งปันเคล็ดลับการปฏิบัติที่ฉันมักใช้เพื่อหลีกเลี่ยงข้อผิดพลาดเหล่านี้กับทุกคน!

ก่อนอื่นเรามาพูดถึงสิ่งที่พิเศษเกี่ยวกับโลหะผสมอลูมิเนียม มันมีน้ำหนักเบามีความแข็งแรงดีและทนต่อการกัดกร่อนดังนั้นจึงใช้กันอย่างแพร่หลายในการบินและอวกาศและอุปกรณ์อิเล็กทรอนิกส์ อย่างไรก็ตามปัญหา "การยึดเกาะเครื่องมือ" ในระหว่างการตัดเฉือนเป็นเรื่องที่น่ารำคาญจริงๆ - เนื่องจากอลูมิเนียมมีความนุ่มและมีจุดหลอมเหลวต่ำ (ประมาณ 660 ℃) เครื่องมือมีแนวโน้มที่จะเหนียวเมื่อความเร็วในการหมุนช้า ด้านล่างนี้คือการเปรียบเทียบลักษณะการตัดเฉือนของรุ่นโลหะผสมอลูมิเนียมทั่วไป:
| รุ่น | แรงดึง (MPa) | ความแข็ง (HB) | ความยากในการตัดเฉือน | สถานการณ์ที่เกี่ยวข้อง |
| ------ | ---------------------- | ------------- | -------------------- | ----------------------------- |
| 6061 | ประมาณ 310 | 60-150 | ⭐⭐ | ชิ้นส่วนโครงสร้างตัวเรือน |
| 7075 | ประมาณ 570 | 60-150 | ⭐⭐⭐⭐ | การบินและอวกาศส่วนที่มีความเครียดสูง |
| 5052 | ประมาณ 230 | 60-150 | ⭐ | ส่วนประกอบที่มีความต้องการความต้านทานสนิมสูง |
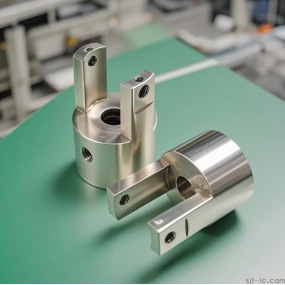
ดังที่เห็นได้จากตารางแม้ว่า 7075 มีความแข็งแรงสูงความยากในการตัดเฉือนของมันก็ยิ่งใหญ่กว่ามาก! ฉันได้เรียนรู้วิธีที่ยาก - เมื่อฉันใช้เครื่องมือเหล็กความเร็วสูงธรรมดากับเครื่อง 7075 การสึกหรอของปลายเครื่องมือนั้นรวดเร็วอย่างน่ากลัว ต่อมาฉันเปลี่ยนไปใช้เครื่องมือซีเมนต์คาร์ไบด์เพื่อทำให้กระบวนการมีเสถียรภาพและจำเป็นต้องใช้ความเร็วในการหมุนสูง (แนะนำ 3000-10000r / นาที) รวมกับการระบายความร้อนด้วยน้ำมันก๊าด มิฉะนั้นการยึดเกาะของเครื่องมือจะเกิดขึ้นในไม่กี่นาที
ดังนั้นคำถามคือวิธีการเลือกเครื่องมือและพารามิเตอร์ที่เหมาะสม? ฉันคิดว่าเทคนิคทั้งสามนี้ใช้งานได้จริงมาก:
1. อย่าละเลยเครื่องมือ: ใช้ซีเมนต์คาร์ไบด์เป็นฐาน สำหรับชิ้นส่วนที่มีความต้องการพื้นผิวสูง แม้แต่การเคลือบเพชรก็จำเป็น!
2. อย่าลังเลที่จะเพิ่มความเร็วในการหมุน: อลูมิเนียมไม่กลัวความเร็วสูง - ความเร็วที่สูงขึ้นสามารถลดขอบที่สร้างขึ้นได้
3. ตรวจสอบให้แน่ใจว่ามีการระบายความร้อนที่เพียงพอ: จำเป็นต้องมีการหล่อลื่นในปริมาณขั้นต่ำ (MQL) หรือของเหลวตัดที่อุทิศให้กับโลหะผสมอลูมิเนียม บางครั้งการระบายความร้อนด้วยอากาศก็ไม่เพียงพอ!
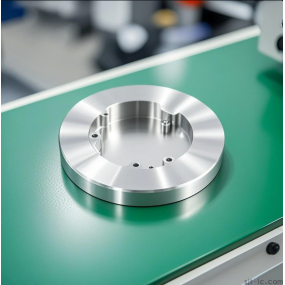
โดยวิธีการที่ชิ้นส่วนผนังบางมีปัญหามากยิ่งขึ้น - พวกเขามีแนวโน้มที่จะเปลี่ยนรูปเมื่อแรงตัดมีขนาดใหญ่เกินไป วิธีการของฉันคือการใช้ความลึกตัดขนาดเล็กที่มีหลายผ่านควบคุมความลึกตัดแกน (a) ระหว่าง 0.5 และ 2 มม. และใช้อุปกรณ์ติดตั้งสำหรับการสนับสนุนเสริม นอกจากนี้ให้ความสนใจกับเส้นทางเครื่องมือเมื่อเขียนโปรแกรมเพื่อหลีกเลี่ยงความเข้มข้นของความร้อนในพื้นที่เดียว!
สุดท้ายนี้ มาแบ่งปันประสบการณ์กัน: ฉันสังเกตเห็นว่าโรงงานหลายแห่ง เพื่อประหยัดค่าใช้จ่าย ใช้ความเร็วในการหมุนต่ำและฟีดขนาดใหญ่เพื่อบังคับโลหะผสมอลูมิเนียมของเครื่องจักร.. เป็นผลให้การสึกหรอของเครื่องมือรวดเร็วคุณภาพพื้นผิวไม่ดีและเวลาในการทำใหม่นานกว่าเวลาในการตัดเฉือน! วิธีที่แท้จริงในการประหยัดเงินคือการจับคู่กระบวนการกับวัสดุ - ตัวอย่างเช่นเครื่องมือเหล็กความเร็วสูงสามารถใช้สำหรับ 6061 แต่ซีเมนต์คาร์ไบด์เป็นสิ่งจำเป็นสำหรับ 7075 ดังนั้นการเลือกวิธีการที่เหมาะสมจึงมีความสำคัญมากกว่าการประหยัดเงินอย่างสุ่มสี่สุ่มห้า!