English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

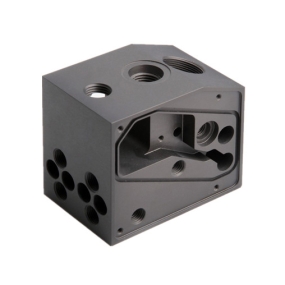
เครื่องจักรกลซีเอ็นซี "style=" text-decoration: underline; font-size: 24px; color: rgb(0, 176, 240); ">วิธีการชดเชยสำหรับศูนย์เครื่องจักรกลซีเอ็นซี
การประมวลผลเครื่อง CNC ในกระบวนการประมวลผลจะเกิดปัญหาของวิถีเนื่องจากปัจจัยของรูปร่างของเครื่องมือซึ่งไม่ใช่เรื่องเราสามารถแก้ปัญหาได้โดยวิธีการชดเชยวิธีการชดเชยที่ใช้กันทั่วไปมีสามประเภทต่อไปนี้ 1, ความยาวของเครื่องมือชดเชยการป้อนข้อมูลของการเขียนโปรแกรมศูนย์เครื่องจักรกลซีเอ็นซีเริ่มต้นเพื่อระบุศูนย์เครื่องจักรกลของชิ้นส่วนเพื่อสร้างระบบพิกัดการเขียนโปรแกรมชิ้นงานระบบพิกัดนี้เป็นเพียงระบบพิกัดชิ้นงานจุดศูนย์บนชิ้นงานการชดเชยความยาวของศูนย์เคร ื่องจักรกลซีเอ็นซีเป็นเพียงที่เกี่ยวข้องกับพิกัด Z ไม่เหมือนกับจุดศูนย์โปรแกรมในระนาบ X, Y เครื่องมือจะถูกวางตำแหน่งโดยรูเรียวแกนหมุนโดยไม่มีการเปลี่ยนแปลงในขณะที่จุดศูนย์พิกัด Z ความยาวของมีดแต่ละเล่มแตกต่างกัน
ศูนย์เครื่องจักรกลซีเอ็นซี เพื่อเจาะรูที่มีความลึก 50 มม. จากนั้นแตะความลึก 45 มม. โดยใช้สว่านที่มีความยาว 250 มม. และก๊อกที่มีความยาว 350 มม. ตามลำดับโดยใช้สว่านเจาะลึก 50 มม. ก่อนในเวลานี้ศูนย์เครื่องจักรกลได้กำหนดจุดศูนย์ชิ้นงานแล้วเมื่อเปลี่ยนเป็นก๊อกแตะถ้าเครื่องมือทั้งสองเริ่มต้นการประมวลผลจากจุดศูนย์แตะยาวเกินไปเนื่องจากความยาวกว่าสว่านทำให้เครื่องมือและชิ้นงานเสียหายหากมีการตั้งค่าการชดเชยเครื่องมือความยาวของก๊อกแล ะบิตได้รับการชดเชยเมื่อจุดศูนย์ศูนย์เครื่องจักรกลถูกตั้งค่าแม้ว่าความยาวของแตะและบิตจะแตกต่างกันเนื่องจากการชดเชยการมีอยู่ของการชดเชยเมื่อเรียกก๊อกเพื่อทำงานพิกัดศูนย์ Z ได้ชดเชยความยาวของก๊อกให้กับ Z + (หรือ Z) โดยอัตโนมัติเพื่อให้แน่ใจว่า ความถูกต้องของการประมวลผลจุดศูนย์ 2, การชดเชยรัศมีของเครื่องมือ ศูนย์เครื่องจักรกลซีเอ็นซี มีการชดเชยรัศมีของเครื่องมือเมื่อจัดทำโปรแกรมการประมวลผลโดยไม่ต้องคำนึงถึงขนาดเส้นผ่าศูนย์กลางของเครื่องมือการชดเชยความยาวของเครื่องมือจะใช้กับเครื่องมือทั้งหมดและการชดเชยรัศมีของเครื่องมือโดยทั่ว ไปจะใช้สำหรับเครื่องมือตัดเท่านั้น เมื่อเครื่องตัดกลึงโปรไฟล์ภายนอกหรือภายในของชิ้นงานการชดเชยรัศมีของเครื่องมือจะถูกนำมาใช้ เมื่อกลึงใบหน้าปลายของชิ้นงานด้วยเครื่องตัดหน้าคุณจะต้องชดเชยความยาวของเครื่องมือ
ศูนย์เครื่องจักรกลซีเอ็นซี การชดเชยรัศมีเครื่องมือเป็นคำสั่งที่ค่อนข้างยากที่จะเข้าใจและใช้ดังนั้นในการเขียนโปรแกรมไม่เต็มใจที่จะใช้ในความเป็นจริงความเข้าใจและความเข้าใจในการใช้งานยังคงทำให้การเขียนโปรแกรมและการประมวลผลสะดวกมาก; เมื่อพร้อมที่จะสร้างโปรแกรมสำหรับการประมวลผลรูปร่างของชิ้นงานด้วยเครื่องตัดก่อนอื่นตามขนาดโดยรวมของชิ้นงานและรัศมีของเครื่องมือในการคำนวณค่าพิกัดอย่างละเอียดเพื่อชี้แจงเส้นทางที่ศูนย์กลางของเครื่องมือเดินรัศมีเครื่องมือที่ใช้เป็นเพียงค่ารัศมีของเครื ่องตัดนี้ เมื่อแก้ไขแล้วพบว่าเครื่องตัดนี้ไม่เหมาะที่จะเปลี่ยนด้วยเครื่องมือขนาดเส้นผ่าศูนย์กลางอื่น ๆ ในเวลานี้ต้องคำนวณค่าพิกัดของเส้นทางที่ศูนย์กลางของเครื่องมือใหม่ซึ่งเป็นเรื่องยากเกินไปสำหรับแม่พิมพ์ที่มีรูปร่างซับซ้อนการคำนวณใหม่ของชิ้นงาน การปร ะมวลผลโปรไฟล์การแบ่งส่วนหยาบและการตกแต่งเพื่อให้ขั้นตอนการประมวลผลหยาบเสร็จสมบูรณ์
หลังจากเครื่องจักรกลหยาบขนาดโดยรวมของชิ้นงานมีการเปลี่ยนแปลง ต่อไปต้องคำนวณค่าพิกัดศูนย์กลางของเครื่องมือที่ตกแต่งด้วยภาระงานมากเกินไป ถ้าคุณใช้การชดเชยรัศมีเครื่องมือสามารถละเว้นรัศมีเครื่องมือตามขนาดของชิ้นงานโปรแกรมแล้วใส่รัศมีเครื่องมือเป็นการชดเช ยรัศมีในการลงทะเบียนชดเชยรัศมีการเปลี่ยนเครื่องตัดกัดชั่วคราวหรือการตกแต่งหยาบเพียงแค่เปลี่ยนค่าชดเชยรัศมีเครื่องมือสามารถควบคุมขนาดโดยรวมของเครื่องมือได้
3, การชดเชยออฟเซ็ตของแคลมป์ออฟเซ็ตของศูนย์เครื่องจักรกลแคลมป์ออฟเซ็ตสามารถใช้แคลมป์ออฟเซ็ตโดยไม่ต้องพิจารณาตำแหน่งของแคลมป์ชิ้นงานเมื่อศูนย์เครื่องจักรกลซีเอ็นซีประมวลผลชิ้นงานขนาดเล็กเครื่องมือสามารถติดตั้งและยึดชิ้นงานได้หลายชิ้นในครั้งที่แล้วโดยไม่ต ้องพิจารณาชิ้นงานแต่ละชิ้นในการเขียนโปรแกรมจุดศูนย์พิกัด เพียงแค่ทำตามจุดศูนย์ที่ตั้งโปรแกรมไว้จากนั้นใช้ออฟเซ็ตยึดเพื่อย้ายจุดศูนย์ที่ตั้งโปรแกรมในแต่ละชิ้นงาน Clamp Offset ใช้คำสั่ง Clamp Offset G54 ~ G59 เพื่อดำเนินการนอกจากนี้ยังสามารถใช้คำสั่ง G92 เพื่อกำหนดระบบพิกัด เมื่อก ารประมวลผลชิ้นงานหนึ่งเสร็จสิ้น G92 จะถูกใช้ในการประมวลผลชิ้นงานถัดไปเพื่อรีเซ็ตระบบพิกัดชิ้นงานใหม่