English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

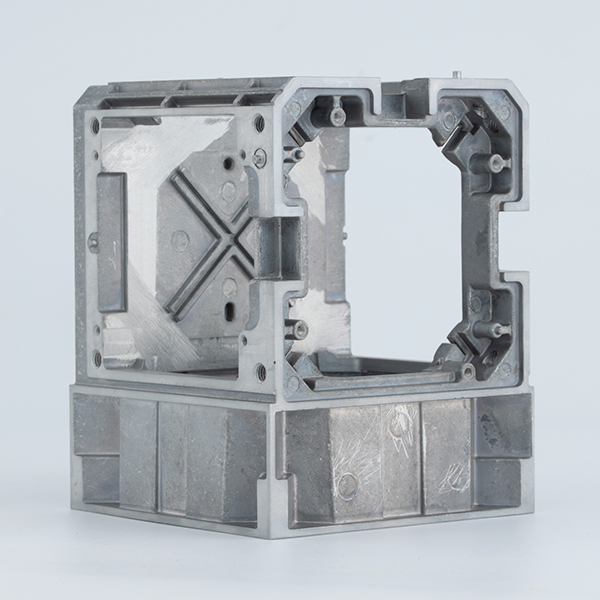
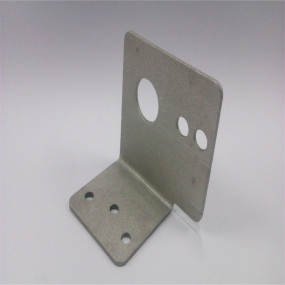
1. ช่วงความคลาดเคลื่อนของข้อกำหนดความแม่นยำของมิติ: ขนาดของการหล่อ CNC หลังจากการประมวลผลจะต้องถูกควบคุมอย่างเข้มงวดภายในช่วงความคลาดเคลื่อนที่ระบุไว้ในการออกแบบ ขึ้นอยู่กับการใช้งานเฉพาะของผลิตภัณฑ์อุตสาหกรรมที่แตกต่างกันและสถานการณ์การใช้งานมีข้อกำหนดความแม่นยำที่แตกต่างกัน ตัวอย่างเช่นในด้านการบินและอวกาศความคลาดเคลื่อนของขนาดสำหรับการหล่อที่สำคัญบางอย่างอาจถูกควบคุมภายใน 0.01 มม. เพื่อให้แน่ใจว่าชิ้นส่วนสามารถจับคู่ได้อย่างแม่นยำในระบบกลไกที่ซับซ้อน ในขณะที่ในการผลิตเครื่องจักรทั่วไปความคลาดเคลื่อนของขนาดโดยทั่วไปจะอยู่ที่ประมาณ 0.1-0.05 มม. 000 @ 000 ความสม่ำเสมอของขนาด: ผลิตภัณฑ์แปรรูป CNC ของการหล่อชุดเดียวกันขนาดของพวกเขาควรมีความสม่ำเสมอในระดับสูง นี่เป็นสิ่งสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่ใช้แทนกันได้ที่ผลิตเป็นจำนวนมากตัวอย่างเช่นหลังจากการหล่อบล็อกเครื่องยนต์ของรถยนต์ได้รับการประมวลผลด้วย CNC เส้นผ่านศูนย์กลางความลึกของกระบอกสูบแต่ละกระบอกและความสัมพันธ์ของมิติระหว่างพื้นผิวการติดตั้งของบล็อกกระบอกสูบจะต้องมีความสอดคล้องกันอย่างมากเพื่อให้มั่นใจถึงความเสถียรของเครื่องยนต์ และตระหนักถึงการแลกเปลี่ยนระหว่างการบำรุงรักษาและการเปลี่ยนชิ้นส่วน 2. ข้อกำหนดด้านความแม่นยำของรูปร่าง การควบคุมความเบี่ยงเบนทางเรขาคณิต: รูปร่างของการหล่อหลังจากการประมวลผลควรเป็นไปตามข้อกำหนดทางเรขาคณิตของภาพวาดการออกแบบและควบคุมข้อผิดพลาดของรูปร่าง เช่น ความเรียบ ความกลม ทรงกระบอก ความตรง และดัชนีความแม่นยำทางเรขาคณิตอื่นๆ จำเป็นต้องได้รับการควบคุมอย่างเข้มงวดตัวอย่างเช่นสำหรับการหล่อที่ต้องการชิ้นส่วนอื่น ๆ ที่จะติดตั้งบนระนาบข้อผิดพลาดความเรียบหลังการประมวลผลอาจต้องอยู่ภายใน 0.01 มม. เพื่อให้แน่ใจว่าชิ้นส่วนที่ติดตั้งสามารถติดตั้งได้อย่างแน่นหนาและหลีกเลี่ยงความเข้มข้นของความเครียดและปัญหาการปิดผนึก การรับประกันความแม่นยำของรูปร่างที่ซับซ้อน: สำหรับการหล่อที่มีรูปร่างที่ซับซ้อนเช่นผลิตภัณฑ์ที่มีรูปร่างโค้งการสร้างแบบจำลองพื้นผิวหรือรูปร่างผิดปกติการตัดเฉือน CNC จะต้องสามารถคืนค่ารูปร่างการออกแบบได้อย่างแม่นยำ สิ่งนี้ต้องการการเขียนโปรแกรม CNC ที่มีความแม่นยำสูงและเทคโนโลยีการตัดเฉือนขั้นสูง ตัวอย่างเช่นในการประมวลผลของการหล่อแม่พิมพ์รูปร่างพื้นผิวที่ซับซ้อนของโพรงแม่พิมพ์จะต้องได้รับการตัดเฉือนอย่างแม่นยำเพื่อให้แน่ใจว่าผลิตภัณฑ์พลาสติกที่ผลิตหรือชิ้นส่วนปั๊มขึ้นรูปสามารถตอบสนองความต้องการรูปร่างและขนาดของการออกแบบ3. ข้อกำหนดด้านคุณภาพพื้นผิว ความขรุขระของพื้นผิว: ความขรุขระของพื้นผิวหลังจากการประมวลผล CNC ของการหล่อเป็นดัชนีคุณภาพที่สำคัญ สถานการณ์การใช้งานที่แตกต่างกันมีข้อกำหนดที่แตกต่างกันสำหรับความขรุขระของพื้นผิว ตัวอย่างเช่นสำหรับชิ้นส่วนเครื่องจักรกลที่มีภาระสูงและแรงเสียดทานสูงเช่นรางนำทางของเครื่องมือกลเพลาข้อเหวี่ยงของรถยนต์ ฯลฯ ความขรุขระของพื้นผิวโดยทั่วไปจะต้องอยู่ระหว่าง Ra0.8-Ra1.6μmเพื่อลดแรงเสียดทานและการสึกหรอ และปรับปรุงอายุการใช้งานของชิ้นส่วน ในขณะที่สำหรับชิ้นส่วนลักษณะภายนอกหรือพื้นผิวที่ไม่ตรงกันความต้องการความขรุขระของพื้นผิวค่อนข้างต่ำเช่นประมาณ Ra3.2-Ra6.3μm ความสมบูรณ์ของพื้นผิว: พื้นผิวที่ผ่านกระบวนการควรปราศจากข้อบกพร่องในการหล่อเช่นรอยแตก ริดสีดวงตา รูพรุน การรวมตะกรัน ฯลฯ ข้อบกพร่องเหล่านี้จะส่งผลต่อคุณสมบัติทางกลและการปิดผนึกของการหล่อในกระบวนการตัดเฉือนจำเป็นต้องค้นหาและหลีกเลี่ยงการแพร่กระจายของข้อบกพร่องเหล่านี้ผ่านเทคโนโลยีการตัดเฉือนที่เหมาะสมและวิธีการตรวจจับ ตัวอย่างเช่นสำหรับการหล่อภาชนะแรงดันสูงพื้นผิวที่ผ่านกระบวนการจะต้องได้รับการทดสอบโดยไม่ทำลายเพื่อให้แน่ใจว่าไม่มีข้อบกพร่องภายในขยายไปถึงพื้นผิวจึงมั่นใจในความปลอดภัยของภาชนะ ทิศทางพื้นผิว: ในบางกรณีจำเป็นต้องพิจารณาทิศทางของพื้นผิวด้วย ตัวอย่างเช่นบนพื้นผิวของชิ้นส่วนที่มีการเคลื่อนไหวสัมพัทธ์ทิศทางพื้นผิวที่เหมาะสมสามารถลดความต้านทานแรงเสียดทานและปรับปรุงความมั่นคงของการเคลื่อนไหว ในการประมวลผลของการหล่อที่นั่งแบริ่งทิศทางพื้นผิวของรูยึดแบริ่งควรปรับให้เข้ากับทิศทางการหมุนของแบริ่งเพื่อเพิ่มประสิทธิภาพการทำงานของแบริ่ง4. ความแข็งแรงและความแข็งที่จำเป็นสำหรับคุณสมบัติทางกล: ตามสภาพแวดล้อมการใช้งานและข้อกำหนดการทำงานของการหล่อผลิตภัณฑ์ที่ผ่านการแปรรูปควรมีความแข็งแรงและความแข็งเพียงพอ สิ่งนี้ขึ้นอยู่กับองค์ประกอบวัสดุของการหล่อสถานะการอบชุบด้วยความร้อนและเทคโนโลยีการประมวลผล ตัวอย่างเช่นสำหรับการหล่อที่ได้รับผลกระทบอย่างมากเช่นแม่พิมพ์ตีขึ้นรูปความแข็งหลังการประมวลผลโดยทั่วไปจะต้องอยู่ที่ประมาณ HRC40-HRC50 เพื่อให้แน่ใจว่าแม่พิมพ์จะไม่เสียรูปและเสียหายในระหว่างกระบวนการตีขึ้นรูปซ้ำ ในเวลาเดียวกันความแข็งแรงของมันควรจะสามารถทนต่อแรงกดขนาดใหญ่ในกระบวนการตีขึ้นรูปเพื่อป้องกันไม่ให้แม่พิมพ์แตกออก