English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Elektrifikasyon, üretim taleplerini geleneksel üretim sınırlarının ötesine taşırken, otomotiv endüstrisi çok önemli bir teknolojik dönüm noktasında duruyor. Modern araçlar, karmaşık akü muhafazalarından kapı panellerinin ve ızgaraların ince kontur hatlarına kadar her şeyi kapsayan binlerce hassas kalıplanmış bileşene ihtiyaç duyar. Bu karmaşıklık yoğunlaştıkça, bu bileşenleri şekillendiren takımlar hiç bu kadar kritik olmamıştı. Bu artan beklentilerde gezinen üreticiler için, otomotiv kalıpları için CNC işleme, dünyanın en kritik üretim araçlarının nasıl tasarlandığını, üretildiğini ve optimize edildiğini dönüştürerek vazgeçilmez hale geldi.

Otomotiv kalıp pazarı, bu taleplere yanıt olarak önemli bir genişleme yaşıyor. Son analizler, otomotiv kalıp pazarının 2025 'te 46,64 milyar ABD dolarından 2026' da 49,44 milyar ABD dolarına yükseldiğini ve projeksiyonların% 6,70 'lik bir CAGR' de devam eden büyümenin 2032 'de 73,46 milyar ABD dolarına ulaşacağını gösterdiğini gösteriyor. Bu büyüme, 2025' te 37,6 milyar ABD doları değerinde ve 2035 'te% 4,79' luk bir CAGR ile 57,3 milyar ABD dolarına ulaşacağı tahmin edilen daha geniş kalıp ve kalıp pazarı tarafından da destekleniyor. Bu genişlemenin büyük bir kısmı, otomobil endüstrisinin hızlı elektrifikasyonu tarafından besleniyor ve elektrikli araçla ilgili kalıp talebi, üreticiler hafif, verimli platformlar geliştirmeye çalışırken% 33 arttı. Aslında, otomotiv bileşenlerinin% 48 'inden fazlası artık metal damgalama veya plastik enjeksiyon kalıplama için yüksek performanslı takımlara güveniyor ve kalıp yapımının tüm endüstri için ne kadar önemli olduğunun altını çiziyor.
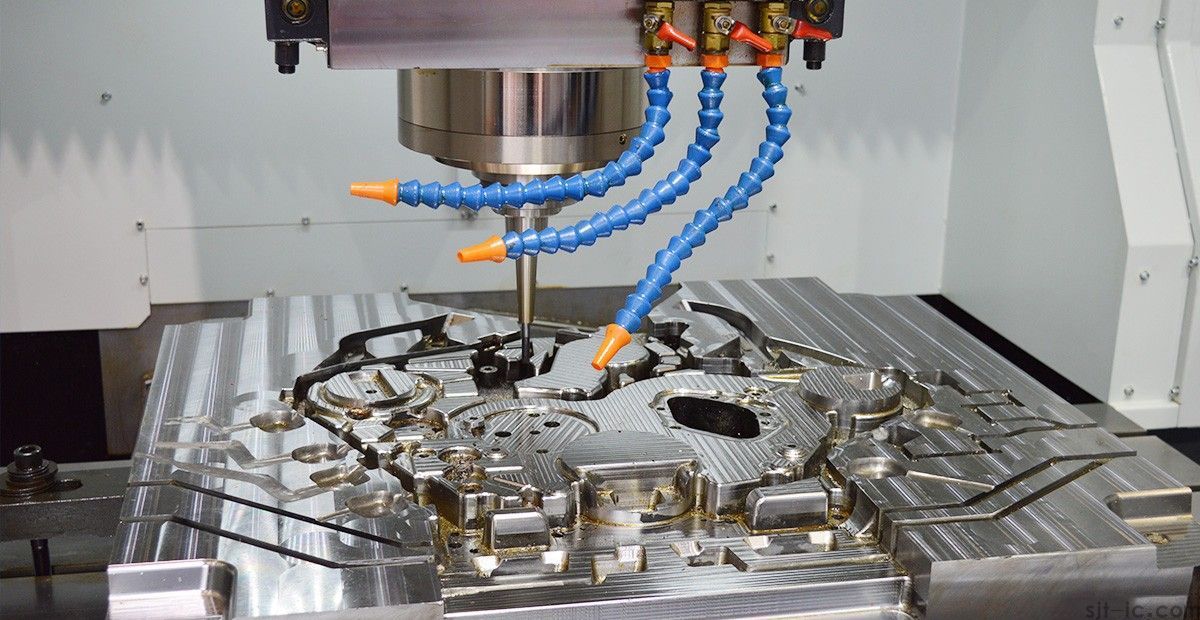
Otomotiv Kalıp Üretiminde CNC İşlemenin Kritik Rolü Modern takım yapımının özünde hassasiyet yatmaktadır. Otomotiv kalıp üretimi, endüstrinin titiz standartlarını karşılamak için olağanüstü doğruluk, dayanıklılık ve verimlilik gerektirir. Karmaşık boşluk geometrilerinin, karmaşık soğutma kanalı tasarımlarının ve ayna benzeri yüzey kaplamalarının üretimi, gelişmiş CNC işleme hizmetlerine dayanmaktadır. Geleneksel manuel işlemlerin veya daha düşük hassasiyetli yöntemlerin aksine, CNC işleme, hız, tekrarlanabilirlik ve tolerans kontrolünün eşsiz bir kombinasyonunu sunar.
Otomotiv kalıpları için CNC kullanmanın birincil avantajlarından biri, tek bir kurulumda mikron düzeyinde hassasiyet elde etme yeteneğidir. Modern yüksek hassasiyetli CNC işleme merkezleri rutin olarak 0,002 mm 'lik konumsal doğruluk elde eder ve yüzey pürüzlülüğü Ra 0,4 um' a kadar kontrol edilir. Küresel olarak birçok CNC işleme servis sağlayıcısı, işleme operasyonlarını artık yüksek hızlı iş mili sistemleri ve tescilli termal kararlılık tasarımları gibi gelişmiş ekipmanları kullanarak bu sıkı tolerans aralıklarına ulaşmak üzere yapılandırıyor. Bu hassasiyet, otomotiv uygulamaları için çok önemlidir: kötü işlenmiş bir kalıp doğrudan kusurlu plastik veya metal parçalara dönüşerek montaj sorunlarına, kalite reddine ve maliyetli üretim kesintilerine yol açar.
Beş Eksenli İşleme: Karmaşık Otomotiv Kalıp Geometrilerinin Kilidini Açma Üç eksenli CNC sistemleri uzun süredir endüstrinin iş gücü olsa da, modern gösterge panolarında, far lenslerinde ve direksiyon simidi bileşenlerinde bulunan karmaşık yüzeyler, beş eksenli işlemenin gelişmiş yeteneklerini talep ediyor. Geleneksel üç doğrusal eksene iki döner eksen ekleyerek, beş eksenli işleme, kesici takımların iş parçasına neredeyse her açıdan yaklaşmasını sağlar - tek bir kurulumda karmaşık alt kesimler, derin oyuklar ve pürüzsüz akış yüzeyleri elde etmek için çok önemlidir. Bu sofistike yaklaşım, birden fazla fikstür ve manuel müdahale ihtiyacını azaltır, boyutsal tutarlılığı artırırken kurşun sürelerini önemli ölçüde kısar. Pek çok ileriye dönük kalıp atölyesi, beş eksenli bağlantının karmaşık otomotiv kalıp projelerini güvence altına almada belirleyici bir faktör haline geldiğini kabul ederek, bu sistemleri benimsemelerini hızlandırdı.
Beş eksenli CNC, yüksek hızlı ve yüksek verimli operasyonlarda da hayati bir rol oynar. Bu sistemler, özellikle yüzey kalitesi ve geometrik doğruluğun tartışılmaz olduğu otomotiv aydınlatması ve ızgara bileşenlerindeki karmaşık yüzey uygulamaları için uygundur. Gelişmiş CAM yazılımı ile mümkün olan dinamik takım yolu optimizasyonu ile beş eksenli işleme, boş takım hareketini azaltabilir ve 0.005 mm içinde tolerans kontrolünü korurken genel verimliliği% 20 'nin üzerinde artırabilir. Büyük bir tampon kalıbı veya hassas bir konektör boşluğu olsun, beş eksenli CNC teknolojisi, modern otomotiv imalatının talep ettiği hız ve gelişmişliğin kombinasyonunu sunar.
Dayanıklı Otomotiv Kalıpları İçin Malzeme Seçimi ve Takım Stratejileri Kalıp malzemesinin seçimi, takım ömrünü, ısıl kararlılığı ve aşınmaya ve korozyona karşı direnci doğrudan etkiler. Yüksek ısı ve tekrarlanan mekanik döngü altında çalışan otomotiv uygulamaları için, uygun çelik kalitesini seçmek tek bedene uygun bir karar değildir.
İstenen bir sertlik dengesi (30-36 HRC) ve işleme kolaylığı sunan P20 veya 718H gibi önceden sertleştirilmiş çelikler, orta hacimli plastik enjeksiyon kalıbı uygulamaları için yaygın olarak kullanılmaktadır. Tekrarlanan ısıtma ve soğutma döngüleri sırasında boyutsal kararlılığı korurlar, bu da zamanla bükülme veya erken çatlama riskini en aza indirir. Uzun kalıp ömrünün en önemli olduğu yüksek hacimli üretim senaryoları için, sıcak iş takım çelikleri tercih edilen malzeme haline gelir. H13 takım çeliği, 650 C 'ye kadar sürekli çalışma sıcaklıklarına ve 42-48 HRC aralığındaki sertliğe dayanma kapasitesine sahip olup, otomotiv tedarik zincirinde bulunan yüksek sıcaklıkta kalıp dökümü ve enjeksiyon kalıbı uygulamaları için özel olarak tasarlanmıştır. Lider üretim tesisleri, motor braketi kalıplama ve diğer yapısal uygulamalar için giderek artan bir şekilde H13 çekirdeklerini belirliyor ve bu malzemenin bir milyon döngüden% 30' a kadar kalıp ömrünü uzatacağı belgeleniyor. Ek olarak, S136 gibi paslanmaz seçenekler, ayna kalitesinde kaplamalar ve güçlü korozyon direnci gerektiren yüksek parlaklıkta iç kaplama bileşenlerinde nişlerini bulur.
Malzeme seçimi için aynı derecede önemli olan, üretim döngüsü boyunca kullanılan takım stratejisidir. Yüksek hızlı işleme (HSM) operasyonlarında, 20.000 RPM 'yi aşan hızlarda çalışan karbür kesme takımları, zaman alan manuel parlatma ihtiyacını önemli ölçüde azaltan veya ortadan kaldıran ayna kalitesinde yüzey kaplamaları elde edebilir. Çok kademeli kaba işleme, yarı ince işleme ve son işlem prosedürlerini uygulayan üretim ekipleri, kalıp yapısı içinde yalnızca daha yüksek verim elde etmekle kalmaz, aynı zamanda kalan gerilimi de azaltır. Kapsamlı malzeme seçimi ve hassas takım kurulumu, servis aralıklarını uzatarak ve kalıbın kullanılabilir ömrü boyunca birim başına üretim maliyetlerini azaltarak kalıp sahipliğinin toplam maliyetini düşürür.
Gelişmiş Süreç Entegrasyonu: Hassasiyet, Sürdürülebilirlik ve VerimlilikTakımın kesiminin ötesinde, otomotiv kalıpları için birinci sınıf CNC işleme elde etmek, süreç entegrasyonunun bütünsel bir görünümünü gerektirir. Artık birçok gelişmiş tesis, en zorlu özellikleri yönetmek için elektrik deşarj işleme (EDM) ve tel kesme gibi tamamlayıcı teknolojilerin yanı sıra bir CNC frezeleme kombinasyonu kullanıyor. EDM, yüksek sertlikteki malzemeleri işlemek ve tek başına CNC aletlerinin kopyalayamayacağı iç trim için sentetik deri taneleri gibi ultra ince dokular oluşturmak için gerekli olmaya devam etmektedir. Bu entegre yaklaşım, kalıp tasarımının her nüansının son takımlamada sadık bir şekilde yeniden üretilmesini sağlar.
Kalıp performansında bir başka önemli faktör de soğutma verimliliğidir. Konforlu soğutma kanalları - kalıp boşluğunun tam konturunu takip eden hassas dahili su yolları - gelişmiş CNC delme ve EDM teknikleri kullanılarak üretilebilir. Bu optimize edilmiş kanallar, ısı dağılımını iyileştirir ve enjeksiyon kalıplama döngü sürelerini% 30 'a kadar azaltarak birim başına üretim maliyetlerini düşürdüğü ve genel verimi artırdığı gösterilmiştir. Ek olarak, daha geniş üretim ekosistemi daha yeşil operasyonlara doğru kayıyor. Yeni nesil CNC ekipmanı, enerji tüketimini% 25 azaltmak ve sıvı kullanımını% 40 azaltmak için tasarlanırken, dijital ikiz teknolojisi artık deneme kesme maliyetlerini% 60' a kadar azaltıyor. Bu gelişmeler, kalıp tasarımından pazara hazır bileşenlere kadar geçen süreyi toplu olarak kısaltarak otomotiv üreticilerine çok önemli bir rekabet avantajı sağlıyor.
Sektöre Özgü Toleranslar ve Kalite Güvencesi Kalıp yapımında hassasiyet, yalnızca ideal koşullar altında küçük sayılara ulaşmakla ilgili değildir - bu toleransları karmaşık geometriler ve üretim ortamları arasında tutarlı bir şekilde sürdürmekle ilgilidir. IATF 16949 gibi endüstri sertifikaları, şanzıman gövdeleri gibi bileşenler için 0,025 mm 'lik konumsal toleranslar belirleyerek, otomotiv üretim ekipmanı için temel performans beklentilerini oluşturur. Bununla birlikte, birçok yüksek performanslı kalıp tesisinde, makine içi toleranslar, minimum endüstri spesifikasyonlarından önemli ölçüde daha sıkı tutulur.
Kalite güvencesi, ilk işleme aşamasının çok ötesine uzanır. Kapsamlı kalite kontrol sistemleri, tek haneli mikron artışlarıyla ölçülen tekrarlanabilirlik ile orijinal CA modeline karşı tüm kritik kalıp boyutlarını doğrulayan gelişmiş koordinat ölçme makinelerini (CMM) entegre eder. Süreç içi denetim yöntemleri, üretim döngüsünün başlarında sapmaları yakalarken, IOT özellikli gerçek zamanlı izleme, proses parametrelerini dinamik olarak optimize etmek ve kaynak hatları veya warpage gibi kusurların oluşumunu tahmin etmek için kalıp denemeleri sırasında enjeksiyon basıncını, sıcaklığı ve soğutma oranlarını izler. Titiz işlem sonrası doğrulamaya ve dijital veri toplamaya yatırım yapan kuruluşlar, yalnızca otomotiv tedarikçisinin zorunluluklarını karşılamakla kalmaz, aynı zamanda maliyetli kalıp yeniden işleme ve gecikmeli üretim başlatma riskini de temel olarak azaltır.
Otomotiv Kalıplarının Geleceğini Şekillendiren Modern Sanayi Trendleri Otomotiv kalıp üretiminin manzarası hızlandırılmış bir hızla gelişmeye devam ediyor. Günümüz endüstrisini şekillendiren en etkili trend, akıllı, birbirine bağlı fabrikaların yaygın olarak benimsenmesidir. Tahminler, 2026 'da küresel olarak CNC ekipmanlarının% 45' inden fazlasının IIOT ile bağlantılı olacağını ve 5G bağlantı ve CNC kontrol sistemlerinin entegrasyonunun genel ekipman etkinliğinde ortalama% 22 'lik bir artış sağladığını öngörüyor. Doğrudan CNC kontrol cihazlarına gömülü olan kenar bilgi işlem modülleri, veri işleme gecikmesini 10 milisaniyenin altına düşürerek gerçek zamanlı takım aşınması izlemeyi, uyarlanabilir ilerleme hızı ayarlamalarını ve tüm üretim filolarında proaktif anormallik tespitini mümkün kılar.
Hibrit üretim yaklaşımları da zemin kazanıyor. Metal 3D baskının çıkarıcı CNC son işlemle entegrasyonu, takım tedarikçilerinin karmaşık kalıp uçlarını yalnızca makineyle işlenerek üretilmesi imkansız olan dahili konresmi soğutma kanallarıyla üretmesine olanak tanır. Bu hibrit yöntem, kalıp prova döngülerini önemli ölçüde kısaltır ve otomotiv uygulamalarında hafifletme ve termal yönetim için yeni olasılıkların kilidini açar. Araçlar ve üretim hatları artık sadece ekipman parçaları değil - tüm üretim iş akışını bilgilendiren ve geliştiren veri üreten varlıklardır.
Müşteri gereksinimlerinin büyük ölçüde değiştiğini anlayan EMAR, bu karmaşık ortamda gezinen üreticiler için stratejik bir ortak olarak kendini kanıtlamıştır. Hassas üretim ve gelişmiş CNC, EDM ve taşlama ekipmanlarına erişim konusunda derin uzmanlığa sahip olan EMAR, ideal malzeme kalitelerini seçmek, uygun soğutma stratejilerini tasarlamak ve IATF 16949 ve ISO standartlarını karşılayan titiz denetim protokollerini uygulamak için müşterilerle birlikte çalışır. Her projenin yaşam döngüsü boyunca, EMAR teknik ekibi, döngü sürelerini azaltan ve takım ömrünün uzamasını sağlayan tekrarlanabilir, yüksek kaliteli kalıp çözümleri sunmaya odaklanmıştır.
Sonuç Otomotiv kalıplarının üretimi, yalnızca çıkarıcı kesimden çok daha fazlasını gerektirir. Gelişmiş CNC işleme teknolojilerinin, derin malzeme biliminin, proses entegrasyonunun ve veri odaklı kalite güvencesinin uyumlu bir karışımını gerektirir. Küresel otomotiv endüstrisi daha karmaşık, daha yüksek performanslı araçlara geçişini hızlandırdıkça, kalıp takımlarına yönelik talepler yalnızca yoğunlaşacaktır.
Beş eksenli karmaşık yüzey frezelemeden H13, P20 ve paslanmaz takım çeliklerinin stratejik seçimine kadar, ham çelik kütükten üretime hazır takımlamaya uzanan yolculuk karmaşıktır, ancak gelişmiş otomasyonlar ve akıllı üretim sistemleri aracılığıyla giderek daha kolay hale getirilmektedir. Teslimat sürelerini azaltmayı, parça kalitesini iyileştirmeyi ve tedarik zincirlerini geleceğe uygun hale getirmeyi hedefleyen üreticiler için, bilgili ve hassas odaklı bir tedarikçiyle ortaklık yapmak çok önemlidir.
Otomotiv kalıp gereksinimlerinizi tartışmak için bugün EMAR ile iletişime geçin. Mühendislik ekibimiz, tam spesifikasyonlarınıza göre uyarlanmış malzeme seçimi, süreç planlama ve yüksek hassasiyetli CNC işleme konusunda yardımcı olmaya hazırdır.
Telefon: + 86 18664342076E-posta: sales8@sjt-ic.com