English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

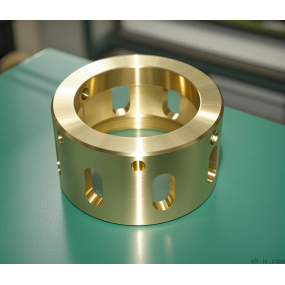
1. Kaba Bakır İş Parçalarının İşlenmesi İçin Takım Seçimi Önemli
CNC deneyimine sahip herkes, kaba işleme aşamasının verimlilik üzerinde büyük bir etkiye sahip olduğunu bilir. Bakır iş parçalarını kaba işlerken, mümkün olduğunca yüksek hızlı çelik (HSS) aletler kullanmaktan kaçının - hızlı bir şekilde yıpranırlar ve bunları yüksek hızlarda da çalıştıramazsınız. Bunun yerine, sinek kesiciler veya karbür aletler burada daha uygun maliyetlidir: daha dayanıklıdırlar ve daha büyük kesme derinliklerini kaldırabilirler. Basitçe söylemek gerekirse, doğru takımı seçmek işi kolaylaştırır ve takım değişikliklerine harcanan çok zaman kazandırır!
2. Uzun Boylu Bakır İş Parçaları için Katmanlı İşleme Gereklidir
Uzun bakır iş parçalarıyla uğraşırken, bunları tek bir aletle yukarıdan aşağıya doğru işlemeye çalışmayın! İstikrarlı ve güvenilir yaklaşım, iş parçasını kademeli olarak pürüzlendirmek için farklı uzunluklardaki aletler kullanarak katmanlı işlemedir. Bu yöntem sadece takım titreşimini ve gevezeliğini önlemekle kalmaz, aynı zamanda her katman için eşit işleme ödeneği sağlar. Bu mantıklı, değil mi?
3. Düz Uçlu Değirmenler Düz Yüzey İşleme İçin İlk Tercihtir
Düz yüzeyleri işlerken, bilyalı frezeler yerine düz uçlu frezeler kullanmayı unutmayın. Düz uçlu frezeler, daha istikrarlı kesim ve çok daha yüksek verimlilik sağlayan daha geniş bir temas alanına sahiptir. Öte yandan bilyalı frezeler, kavisli yüzey işleme için daha uygundur. Editörün bakış açısından bu, "her takımın kendi işini yapması" ile ilgilidir: bu şekilde, her takım maksimum rolünü oynar ve ayrıca çok fazla işleme süresi kazandırırsınız!
4. Köşe Temizliği İçin: Kesmeden Önce Yarıçapı Ölçün
Bakır elektrotlarda köşe temizliği hassas bir iştir. Köşeleri temizlemeden önce, önce köşe yarıçapının (R-yarıçapı) boyutunu kontrol etmelisiniz. Ardından, bu yarıçapa göre uygun boyutta bir bilyalı freze seçin. Çok büyük bir alet seçerseniz, köşeleri iyice temizleyemezsiniz; alet çok küçükse, kolayca kırılır - hem zaman hem de malzeme israfı. Böylece, ölçmek için fazladan bir dakika ayırmak asla yanlış gitmez!
5. Konik Özelliklerde Yüksek Verimlilik İçin Konik Araçları İyi Kullanın
İş parçasında tamsayı incelticiler varsa (örneğin, bazı konumlandırma pimleri veya koniklere sahip silindirik patronlar), tereddüt etmeyin - işleme için doğrudan konik bir alet kullanın. Bu yöntem, yüksek verimlilik ve iyi hassasiyet sunarak size çok fazla sorun yaşatır. Editör, bazı insanların her zaman sıradan araçlarla uğraşmaya çalıştığını fark etti, ancak bu daha fazla zaman alıyor. Neden bu güçlükten geçiyorsun?
Kişisel İçgörüler ve Öneriler:
CNC bakır işleme iki büyük zorlukla karşı karşıyadır: malzeme yumuşaktır ve takım yapışmasına eğilimlidir. İşte işlem için bazı ipuçları:
- Mil Hızı ve Besleme Hızı: Bakırın iyi işlenebilirliği vardır, böylece hem iş mili hızını hem de besleme hızını orta derecede artırabilirsiniz.
- Kıvılcım Boşluğu Rezervasyonu: Bakır elektrotları işlerken kıvılcım boşluğunu (ayrılmış ödenek) uygun şekilde ayarlayın. Kaba elektrotlar için boşluk genellikle 0,2-0,5 mm 'dir; elektrotları bitirmek için 0,05-0,15 mm' dir.
- Tolerans ve Stepover: Bakır elektrotları bitirmek için toleransı 0,005-0,02 mm arasında ve stepover 'ı 0,05-0,3 mm arasında ayarlamak uygundur.
- Bakım ve Muayene: Takım tezgahını düzenli olarak koruyun ve aşırı kesme ve takım çarpışmalarını önlemek için makineyle işlemeden önce program simülasyonunu dikkatlice kontrol edin.
Kısacası, bu yöntemlere hakim olmak, CNC bakır işlemeyi yarı çabayla iki kat daha etkili hale getirecektir! Umarım bu size yardımcı olur.
Belirli teknik terimlerin ("kıvılcım boşluğu" veya "stepover" ifadelerini uluslararası CNC işleme sözleşmelerine uygun hale getirmek için optimize etmek gibi) çevirisini ayarlamamı veya referans olarak çekirdek CNC bakır işleme terimlerinin iki dilli bir sözlüğünü oluşturmamı ister misiniz?