English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

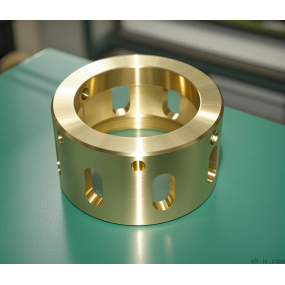
Точне управління при обробці стволів алюмінієвих лінз з ЧПУ
Коли справа доходить до точності, алюміній насправді досить "легко працювати з"! Особливо 6061 алюмінієвий сплав - обробка його надзвичайно гладка, з допусками, які можна стабільно контролювати в межах 0,01 мм, і чіпи ламаються чисто, не прилипаючи до інструменту. Але якщо ви використовуєте сплав 7075, вам слід бути обережними: він має високу міцність, але схильний до сколювання інструменту, тому вам доведеться зменшити швидкість обробки. З точки зору редактора, контроль швидкості шпинделя та охолодження є ключовим; в іншому випадку, теплове розширення та звуження зіпсують вашу точність в одну мить!

Методи обробки поверхні бочок з алюмінієвими лінзами
Стволи з алюмінієвих лінз часто в кінцевому підсумку "виглядають темними" після механічної обробки - не тому, що вони "в поганому настрої", а через окислювальну зміну кольору! Основні причини включають погіршення ріжучої рідини або вологе середовище, обидва з яких можуть залишити поверхню плямистою. У таких випадках потрібно регулярно замінювати ріжучу рідину або безпосередньо наносити анодоване покриття. Ось порада: 6061 алюміній має чудовий анодуючий ефект, тоді як 7075 вимагає додаткового антикорозійного покриття - інакше він не витримає тривалого використання.
Рекомендований вибір інструменту з ЧПУ для бочок з алюмінієвими лінзами
"Робітник повинен спочатку заточити свої інструменти, якщо він хоче добре виконувати свою роботу!" Вибір інструменту залежить від матеріалу: звичайний алюміній можна обробити за допомогою твердосплавних інструментів, але для твердих матеріалів, таких як 7075, найкраще використовувати кінцеві фрези з кількома флейтами з конструкціями отворів для охолодження - вони можуть обробляти глибокі шліцеві фрезерування при зниженні температури. Крім того, не забувайте стежити за зносом інструменту; інакше, якщо інструмент зламається на півдорозі через обробку... ви дійсно залишитеся в безпорадній ситуації!
Етапи анодування для бочок з алюмінієвими лінзами
Анодування - це не просто просте "замочування"! Процес вимагає спочатку знежирення, потім промивання, а потім електролітичного окислення - ви повинні точно контролювати щільність струму та час окислення, інакше з "являться чорні плями і зіпсують весь процес. Після окислення герметизація пор може ще більше підвищити стійкість до корозії. З особистого досвіду редактора, 6061 алюміній дає однорідну поверхню після анодування, що робить його придатним для бочок для лінз, які вимагають естетичної обробки.
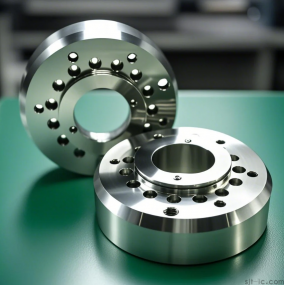
Високоточні методи обробки бочок з алюмінієвими лінзами
Хочете високої точності? Вам потрібно інтегрувати середовище, машини та матеріали! Основою є constant-temperature майстерня плюс високошвидкісний верстат з ЧПУ. Наприклад, хоча алюміній 7075 твердий, він схильний до деформації напруги - тому рекомендується обробляти його в термічно обробленому стані Т6. Також не забувайте використовувати зонд для вимірювань та компенсації помилок у реальному часі: адже навіть крихітне відхилення в стволі лінзи може відкинути весь оптичний шлях!
Особисті ідеї:
Обробляти бочки з алюмінієвих лінз не надто складно, але успіх полягає в деталях! Для вибору матеріалу 6061 пропонує велику загальну економічну ефективність, тоді як 7075 має більш високу міцність, але його важче обробити. Для обробки поверхні обов "язковим є запобігання окисленню. А інструменти повинні відповідати властивостям матеріалу... Найголовніше, терпляче тестуйте і не поспішайте на швидкість. Сподіваюся, ці поради вам допоможуть - приступаємо до роботи!
Вам потрібно, щоб я уточнив переклад конкретних технічних термінів (таких як коригування виразів для "термічної обробки Т6" або "твердосплавних інструментів" для кращого узгодження з міжнародними нормами механічної обробки) або створив двомовний глосарій термінів обробки стовбура алюмінієвих лінз?