English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

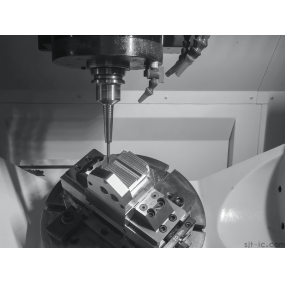
Ключом до технічності обробки печаток є розподіл процесів виробництва і вибір різних головних параметрів. Yiwei Precision займається налаштованим обробком печаткових частин більше 10 років, збираючи багатий досвід. Після років резюме ми створили такі технічні стандарти і основні параметри для вашої посилання.

1. Вибір інструментів. Загальним критерієм вибору інструментів розрізування є економічний розвиток. Според стандартами виробництва і обробки глибина застосування інструментів повинна бути якомога короткішою, а діаметр сечила CNC повинен бути якомога більшим, що є корисним для зменшення грубості поверхні виробництва і обробки, а також для розвитку жорстокості, розширення тепла і життя інстр Але слід зауважити, що половина радіусу інструменту для заднього пробігу має бути нижчим за маленький кут профілю колеса.
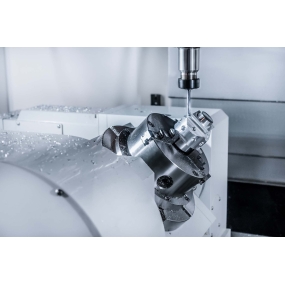
2. Вибір закриття. Прийняття системного програмного забезпечення lathe з доброю жорстокістю і високою точністю, включаючи систему керування сервом з закритим циклом.
3. Призначення процесу потоку. Після теплого обробки найкращих країн наджорстке виробництво і процес обробки буде призначено до глибокого обробки профілю і напівглибокого обробки країни, а потім тепле обробка для вирішення проблеми, а потім наджорстке виробництво і обробка країни буде виконано за допомогою шипки.
4. Загальна ширина ножа. Загальна ширина нижньої стрічки степеня не повинна перевищувати 25 мм, загальна ширина зовнішньої стрічки степеня не повинна перевищувати 20 мм, а загальна ширина внутрішньої стрічки степеня не повинна перевищувати 15 мм. Якщо загальна ширина краю ліжка перевищує це значення, перед теплим обробком слід змалювати позаду.
5. Остання кількість вбудованих машин після напівглибокого обробки краю рівня 0,2-0,3 міліметрів (беручи до уваги деформування, спричинене тепловою обробкою і вимиканням), що означає, що виробництво наджорстких машин виробництва після найкращого теплового обробку повинно бути 0,1-0,3 мілімет Понадмірна обміна виробницької здатності може шкодити точності машинації і збільшити вдягнення ножей CNC. Якщо здатність занадто мала, існує велика ймовірність недостатнього матеріалу під час деформування теплової обробки.
6. Сильність ліжа після теплого обробки близько HRC55-65.