English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

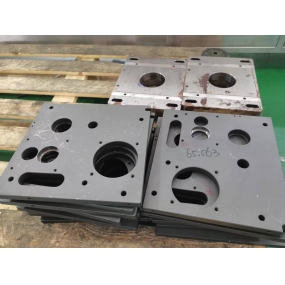
Аналіз помилок шасі та стійки обробного обладнання
У світі немає ідеальної речі, і навіть якщо вона є, вона має недоліки. Хоча обробка стійки шасі обладнання була визнана широким колом користувачів, вона також має деякі недоліки планування.
1. Одноразова перегородка, є відповідна частина використання одноразової перегородки, на шасі шафи продукти цього плану, кожен раз, коли обладнання є новою картою PCI, основна плата повинна бути видалена, і обладнання належним чином клопітно.
2. Незнімна передня панель. Кілька шаф шасі закріплені на передній рамі шасі за допомогою пластикових заклепок. Після того, як вимикач живлення застряг або індикатор падає, панель потрібно видалити для ремонту. Цей незнімний шафа передньої панелі є серйозною проблемою.
3. Непорозуміння в плануванні електричних вентиляторів. Електричні вентилятори використовуються для розсіювання тепла, не чим більше, тим краще. Вони повинні мати відповідну орієнтацію і утворювати відмінний повітропровід, щоб ефективно розсіювати тепло.
4. Питання касетної конструкції, найбільше питання такого плану полягає в тому, що вона вимагає суворого порівняння стандартних допусків фурнітури, на відміну від гвинтової конструкції, що дозволяє фурнітурі мати певний "дислокацію". Якщо її примусово встановити, це принесе ризик деформації фурнітури. Якщо її часто розбирати, це обов ‘язково вплине на загальну стабільність.
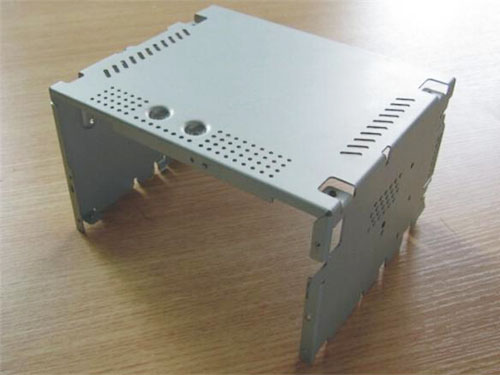 Навички технічного обслуговування обробки стійки шасі:
Навички технічного обслуговування обробки стійки шасі:
Коли ми використовуємо обробку листового металу, якщо він має зварний шов, ми спочатку замаринуємо його, а потім фосфатуємо. Після того, як ми використаємо його протягом певного періоду часу, з нього буде витікати іржава вода, тому ми знаємо, що в ньому є корозія, але як нам це вирішити?
Коли ми маринуємо, кислота не повністю нейтралізується, тому, коли ми фосфатуємо, буде іржа. Ми також можемо використовувати для маринування сильну кислоту, яка насправді є сильно лужною знежирюючою роботою. Змийте залишкові ліки, а потім висушіть, щоб у тріщинах з "явилися білі речі. Через деякий час ці білі речовини будуть контактувати з повітрям і реагувати. Зазвичай ці проблеми з" являються в березні-листопаді, тому доводиться звертати особливу увагу.
Якщо ви хочете запобігти корозії та іржі при обробці листового металу, то в нашому знежирювальному середовищі повинні використовуватися слаболужні речовини, а лужних компонентів не повинно бути. При засолюванні ми можемо використовувати сірчану кислоту, і час засолювання не повинен бути занадто довгим. Якщо це фосфорна кислота, це краще. Після того, як ми засолимо, нам потрібно використовувати карбонат натрію для нейтралізації. Коли наші завдання будуть виконані, тоді ми його очистимо. Звичайно, ми зазвичай промиваємо його водою. Якщо ви думаєте, що сказав редактор, не на місці, ви також можете сказати нам свою думку.