English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

В бързо напредващите сектори на 5G инфраструктурата, електрониката за електрически превозни средства (EV) и високопроизводителните изчисления, топлинното управление вече не е последваща мисъл - това е критично инженерно ограничение. Тъй като плътността на компонентите се увеличава и факторите на формите се свиват, традиционните производствени методи като екструдиране и леене на матрици често не успяват да осигурят сложните геометрии на перките и строгите отклонения, необходими за съвременното разсейване на топлината.
Това е мястото, където CNC обработката на топлинни мивки превъзхожда. Предлагайки несравнима прецизност, материална гъвкавост и гъвкавост без инструменти, CNC фрезоването се превърна в окончателното решение за прототипиране и производство на високоефективни топлинни компоненти. В EMAR ние сме специализирани в трансформирането на сложни топлинни симулации в осезаем, високопроизводителен охлаждащ хардуер. Това ръководство консолидира най-добрите практики в индустрията, материалната наука и design-for-manufacturability (DFM) правила, за да помогнат на специалистите по обществени поръчки и инженерите по проектиране да се ориентират в тънкостите на обработените хернатори.

Защо CNC обработката превъзхожда екструдирането и леенето на матрици за топлинни мивки Докато производството с голям обем често използва екструдирането за своята рентабилност на еднакви профили, този метод налага сериозни ограничения върху свободата на проектиране. Леенето на матрици изисква скъпи инструменти и се бори с високопроводими метали като чиста мед. CNC обработката на топлинни мивки преодолява разликата между производителността и практичността.
Ключови предимства на CNC обработени топлинни мивки:
Геометрична свобода: За разлика от линейните ограничения на екструдиране, CNC обработката позволява многопосочни перки, извити профили, подрязвания и променлива дебелина на основата. Това е от съществено значение за оптимизиране на въздушния поток около препятстваните оформления на дъската.
Без инвестиции в инструменти: За прототипи и малки до средни партиди (под 5000 единици), CNC елиминира времето за изпълнение и капиталовите разходи, свързани с екструдионни матрици или леене на калъпи.
Материална гъвкавост: CNC обработва целия спектър от термални материали, от лесно обработвания алуминий 6061/6063 до известния труден чист меден C110. Той също така позволява хибридни дизайни, при които медна сърцевина е притисната или свързана в алуминиева масив.
Интегрирана прецизност: CNC обработката консолидира множество операции в една настройка. Характеристики като контрабори, подслушани монтажни дупки, подравнителни щифтове и вдлъбнати джобове за термични интерфейсни материали (TIM) са обработени с позиционна точност до 0,02 мм, осигурявайки перфектно сглобяване с IGBT модули и PCB.
Основни принципи на дизайна за високоефективни CNC топлинни мивкиЕфективното термично управление е брак на физиката и машинируемостта. Дизайн, който изглежда перфектно в софтуера за изчислителна динамика на течности (CFD), може да бъде непроизводим, ако DFM ограниченията се игнорират.

Целта е максимизиране на повърхността, без да се нарушава структурната цялост на перката по време на обработката. Следната таблица представя критичните прагове на DFM, разработени от EMAR, за да се предотврати бърборенето на инструментите и повредата на частите:
ПараметърАлуминиев (6061/6063)Мед (C110)Мин. Дебелина на перките 0,8 mm 1,0 mmМин. Разстояние на перките 1,5 mm 1,8 mmМакс. Съотношение на аспекта (височина:дебелина) 6:1 4:1Макс. Дълбочина на кухината 4x Диаметър на инструмента 3x Диаметър на инструментаПревишаването на тези съотношения изисква изключително дълго, гъвкаво оборудване, което предизвиква вибрации, намалява качеството на повърхността и драстично увеличава времето на цикъла.
Избор на материали: Алуминий срещу мед Изборът между алуминий и мед оказва значително влияние както върху топлинните характеристики, така и върху проекта TCO (Общи разходи за собственост).
Алуминий (6061-T6 / 6063-T5): Индустриалният стандарт. С топлопроводимост от ~ 200-230 W / m · K и плътност от 2.7 g / cm3, той предлага оптимален баланс на теглото, разходите и машинируемостта. Той е идеален за космически, автомобилни ECU и общи LED осветителни приложения.
Медта (C11000): Премиерният избор за екстремен топлинен поток. С проводимост близо 400 W / m · K, медта е несравнима за разпространение на топлина. Въпреки това, тя е 3x по-тежка от алуминия, склонна към работа втвърдяване и нагаряне по време на обработката и струва 2-4x повече.
Хибридният подход: Много дизайни на EMAR използват дебела медна основна плоча (за пряк контакт с топлинния източник) с алуминиеви перки (за конвективно разсейване). CNC прецизността гарантира плосъкостта и джобните отклонения, необходими за ефективно присъединяване към тези различни метали.
Термичен интерфейс и дебелина на основата Термичното съпротивление (Rth) на интерфейса може да отмени ползите от скъп материал, ако не се управлява правилно.
Изискване за плоскост: Неравните повърхности улавят въздуха, който е мощен изолатор. EMAR поддържа повърхностна плоскост от 0,05 мм на контактното лице, за да осигури оптимална TIM компресия.
Правило за дебелина на основата: За да се предотвратят локализирани горещи точки и да се гарантира разпространение на страничната топлина в перките, дебелината на основата трябва да бъде 2x средната дебелина на перките.
Отвъд стандартното 3-осно фрезоване, EMAR използва набор от усъвършенствани процеси за справяне с най-взискателните топлинни предизвикателства.
5-осна CNC обработка и хоризонтално фрезоване5-осна обработка позволява едновременно движение в пет оси, което позволява създаването на сложни, многостранни топлинни мивки в една настройка. Това елиминира подреждането на поносимост, свързано с множество приспособления и дава възможност за превъзходни повърхностни покрития, като се доближава до обработващия детайл от оптимални ъгли.Хоризонталното фрезоване осигурява несравнима стабилност за дълбоко слотиране. За дизайни на скидови перки или плътни масиви на перки, хоризонталната конфигурация позволява по-ефективна евакуация на чипове и използване на по-дълги инструменти, осигурявайки прави, без перки дори в дълбочина

EDM за сложни вътрешни геометрии Когато дизайните изискват функции, невъзможни за въртящ се инструмент - като остри вътрешни ъгли, дълбоки тесни кухини или изключително тънки стени - EMAR използва електрическа обработка за разряд (EDM).
Wire EDM: Идеален за рязане на прецизни, тесни слотове в твърди материали, без да предизвиква механично напрежение.
Sinker EDM: Перфектен за създаване на сложни вътрешни геометрии и дълбоки джобове с помощта на оформен електрод.
Роботизирана автоматизация и без надзорно производствоЗа да осигури кратки срокове на изпълнение и ефективност на разходите, EMAR интегрира роботи Fanuc и усъвършенствани палетни системи като Trinity AX5. Тази автоматизация управлява движението на празни места от до 42 позиции на палети, позволявайки производство на "светлини" през нощта и през почивните дни. Това води до последователно качество, намалена човешка грешка и по-ниска цена на част за нашите клиенти.
Повърхностно покритие за топлинна оптимизация и издръжливост Крайното състояние на повърхността влияе пряко върху производителността и дълголетието.
Анодизиране (алуминий): Черното анодизиране увеличава емисиите на повърхността, подобрявайки радиативния пренос на топлина при пасивни охлаждащи сценарии. Той също така осигурява устойчивост на корозия и електрическа изолация.
Никелово покритие (мед): Предотвратява оксидацията на медна повърхност, което иначе би влошило устойчивостта на топлинния контакт с течение на времето.
Fly-Cutting & Facing: Осигурява огледално покритие на контактната зона на TIM, за да се увеличи максималната ефективност на топлопреноса.
Global Manufacturing Excellence: Предимството на Виетнам през 2026 Тъй като глобалните вериги за доставки се ориентират към променящите се тарифи и логистични разходи, EMAR има стратегически позиционирани ресурси, за да предложи конкурентни предимства отвъд инженерството. За клиентите на пазарите в САЩ и ЕС, производството чрез нашите съоръжения във Виетнам предлага значително облекчение от тарифите на раздел 301 и се възползва от търговски споразумения като EVFTA и CPTPP. Това осигурява конкурентна алтернатива на базираните в Китай доставки, без да жертва прецизност - поддържане на същите стандарти за качество IATF 16949 и ISO 9001, очаквани в автомобилната и телекомуникационната инфраструктура.
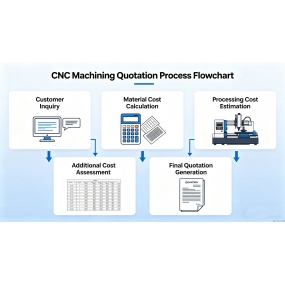
Преди да изпратите вашия CAD файл на EMAR за цитиране, проверете тези критични елементи на дизайна, за да намалите разходите и времето за изпълнение:
Вътрешен ъгъл Radii: Избягвайте остри, квадратни ъгли. Дизайн с радиус на филе, за да позволи на стандартните крайни мелници да рязане ефективно.
Съотношение на перките: Поддържайте алуминиевите перки 6:1 и медните перки 4:1.
Ъгли на чернова: Въпреки че не винаги се изисква, 2-3 чернова върху стените на дълбоките перки помага за освобождаването на инструментите и евакуацията на чипа.
Спецификация на повърхността: Посочете само високо полиране или рязане на муха за контактната база. Некритичните области могат да използват стандартен или мъниста, за да се намали времето за обработка.
Консолидация на функциите: Интегрирайте монтажните шефове и изрязванията на конектора в дизайна на хитрическата мивка, за да елиминирате вторичните стъпки на сглобяване.
Заключение: Партньор с EMAR за персонализирани топлинни решенияПроектирането на хитрическа мивка е инженерно предизвикателство на ниво система, което изисква повече от просто CFD модел. Той изисква производствен партньор, който разбира взаимодействието между материалното поведение, стратегията на инструментите и термичната физика.
Независимо дали създавате прототип на нов лазерен драйвер или мащабирате производството на EV инверторни базови плочи, EMAR предлага прецизни охлаждащи решения с водеща скорост в индустрията. Нашият екип е готов да предостави безплатен DFM анализ на вашия дизайн, за да осигури рентабилност и максимална топлинна ефективност.
Свържете се с EMAR днес, за да обсъдите вашите изисквания за топлинно управление.
Инженерна поддръжка: Нашият екип може да помогне за оптимизация на дизайна и подбор на материали.
Искане за оферта: Качете вашия STEP или IGES файл за незабавна оферта и прогноза на времето за изпълнение.
Телефон: + 86 18664342076
Е-мейл: sales8@sjt-ic.com