

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

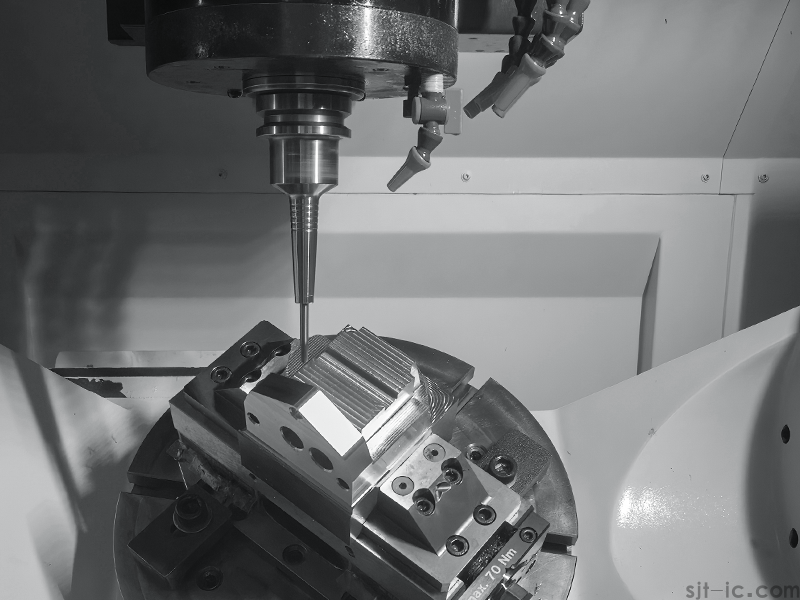
Bevezetés az 5-tengelyes CNC megmunkáláshoz A 5-tengelyes CNC megmunkálás egy fejlett gyártási folyamat, amely számítógép által vezérelt technológiát használ, hogy egy vágóeszközt vagy egy munkadarabot egyszerre mozgasson öt különböző tengely mentén. Ez magában foglalja három lineáris tengelyt (X, Y, Z) és két forgási tengelyt (jellemzően A, B vagy C). Ez a képesség lehetővé teszi a nagyon összetett és precíz alkatrészek létrehozását az anyagok széles skálájából, beleértve a fémeket, műanyagokat és kompozitokat, mindezt egyetlen beállításban.
A hagyományos 3 tengelyes megmunkálással ellentétben, amely a lineáris mozgásokra korlátozódik, az 5 tengelyes megmunkálások forgó mozgást vezetnek be. Ez lehetővé teszi a vágóeszköz számára, hogy bármely irányból megközelítse a munkadarabot, lehetővé téve a gyártók számára, hogy bonyolult funkciókat hozzanak létre, például ívelt felületeket, alávágásokat és komplex kontúrokat nagyobb sebességgel és pontossággal. Az eredmény a gyártási idő jelentős csökkenése, a felületi felület javítása és az olyan alkatrészek
Az öt tengely megmagyarázta, hogy megértse, hogyan működik egy 5 tengelyes gép, elengedhetetlen tudni, hogy mi az öt tengely:
X-tengely: vízszintes mozgást jelöl a munkadarab hossza mentén (balról jobbra).
Y-tengely: vízszintes mozgást jelöl a munkadarab szélessége mentén (elöl-hátul).
Z-tengely: függőleges mozgást jelöl, a vágás mélységét szabályozza (fel és lefelé).
A-tengely: Az X-tengely körül forgó forgótengely.
B-tengely: Az Y-tengely körül forgó forgótengely. Egyes gépkonfigurációknál ezek helyett vagy azok mellett C-tengely (a Z-tengely körül forgó) is használható.
Ezen lineáris és forgó mozgások kombinációja adja a gép sokoldalúságát, lehetővé téve, hogy egy alkatrész öt oldalát egyetlen műveletben megmunkáljon.
3+2 vs. egyidejű 5 tengelyes megmunkálásAz 5 tengelyes megmunkálásnak két elsődleges formája létezik, amelyek mindegyike különböző alkalmazásokra alkalmas:
3 + 2-tengelyes megmunkálás (pozicionális 5-tengely) A 3 + 2 megmunkálás során a két forgó tengely a vágóeszköz vagy munkadarab rögzített helyzetbe történő megdöntésére szolgál. Elhelyezés után minden vágást a három lineáris tengely (X, Y, Z) használatával hajtanak végre. Ez a módszer ideális egy alkatrész több oldalának megmunkálására egyetlen beállításban anélkül, hogy manuálisan áthelyezné. Lehetővé teszi rövidebb, merevebb vágóeszközök használatát, ami javítja a pontosságot és a felületi felületet. Ez egy költséghatékony módja annak, hogy hozzáférjen a komplex szögekhez, de nem alkalmas a folyamatos, szabad formájú görbékkel rendelkező alkatrészekhez.
Szimultán 5-tengelyes megmunkálás (True 5-Axis)A szimultán 5-tengelyes megmunkálással mind az öt tengely folyamatosan és egymástól függően mozog a vágási folyamat során.Ez lehetővé teszi az eszköz számára, hogy mindenkor optimális irányultságot tartson fenn a vágási felülethez képest.Ez a módszer elengedhetetlen a komplex, szerves formák, mint a turbina pengék, járókerékek és ortopédiai implantátumok létrehozásához.Bár maximális rugalmasságot kínál, és a leginkább bonyolult geometriákat hozhat létre, fejlettebb CAM programozást és gépi vezérlést igényel.

Az 5 tengelyes megmunkálás legfontosabb előnyei Az 5 tengelyes technológia elfogadása számos előnyt kínál, amelyek közvetlenül befolyásolják a bolt termelékenységét és képességeit.
Csökkentett beállítási idők: Az 5 tengelyes gépek egy alkatrész több oldalának megmunkálásával drámaian csökkentik a több szerelvény és a kézi áthelyezés szükségességét. Ez nemcsak időt takarít meg, hanem megszünteti az újrabefogáshoz kapcsolódó halmozott hibákat is, ami nagyobb pontossághoz vezet.
Kiváló pontosság és precizitás: A kevesebb beállítás kevesebb esélyt jelent az emberi hibára és a félrerendezésre.Az asztal vagy a fej megdöntése révén rövidebb vágóeszközök használatának képessége csökkenti a vibrációt, ami jobb felületi befejezést és szigorúbb tűréseket eredményez.Az EMAR gépei 0,0001 hüvelyk (0,005 mm) szoros tűréseket érhetnek el a repülőgépben és az orvosi iparban kritikus alkalmazásokhoz.
Megmunkálás Komplex geometriák: Az 5 tengelyes megmunkálás új tervezési lehetőségeket nyit meg. Lehetővé teszi az összetett formájú egydarabos alkatrészek gyártását, amelyeket egyébként több alkatrészből kellene összeszerelni. Ez csökkenti a potenciális meghibásodási pontokat, a súlyt és az összeszerelési költségeket.
Javított felületi befejezés: A vágószerszámot a vágófelületre érintően tartva az 5 tengelyes megmunkálás simább befejezést hoz létre, és gyakran megszüntetheti a kézi polírozás szükségességét a későbbi lépésekben.
Megnövekedett hatékonyság és ROI: Míg a kezdeti befektetés magasabb, a ciklusidők, a munkaerőköltségek és a selejtezési arányok csökkentése, valamint a bonyolultabb munkavállalás képessége jelentős befektetési megtérülést biztosít.
Lehetséges hátrányok és ConsiderationsDespite előnyei, az 5 tengelyes megmunkálás nem mindig az optimális megoldás minden alkatrészre. A legfontosabb szempontok közé tartozik:
Magasabb kezdeti és üzemeltetési költségek: Az 5 tengelyes gépek megvásárlása drágább, mint a 3 tengelyes vagy 4 tengelyes rendszerek. A programozás és üzemeltetés is több szakértelmet igényel, ami magasabb óránkénti üzemeltetési költségekhez vezethet.
Programozási komplexitás: Az 5 tengelyes megmunkáláshoz szükséges eszközpályák generálásához erőteljes CAM szoftverek és szakképzett programozók szükségesek. Ez növelheti a programozás átfutási idejét, különösen a komplex, egyidejű 5 tengelyes munkákhoz.
A túlmérnöki kockázat: A 3 tengelyes gépen könnyen elkészíthető egyszerű alkatrészek esetében az 5 tengelyes gép használata felesleges költségeket és összetettséget okozhat anélkül, hogy bármilyen kézzelfogható előnyt biztosítana.
Fejlett szoftver és vezérlő funkciókAz EMAR modern 5 tengelyes gépei kifinomult CNC vezérlőkkel vannak felszerelve, amelyek egyszerűsítik a működést és fokozzák a teljesítményt. A legfontosabb jellemzők a következők:
Szerszámközponti pont (TCP) vezérlés: Ez a funkció automatikusan kompenzálja a tengelyek forgatását, biztosítva, hogy a szerszámhegy a programozott pontban maradjon a térben.Egyszerűsíti a programozást azáltal, hogy lehetővé teszi a felhasználó számára, hogy programozza a szerszámútvonalat anélkül, hogy folyamatosan kiszámítaná a forgótengely pozícióit.
Dynamic Fixture Offset (DFO): Ez a funkció kiküszöböli annak szükségességét, hogy az alkatrész pontosan a forgás középpontjára helyezze el. A CNC vezérlés automatikusan kiszámítja a munkadarab helyzetét, drámaian csökkentve a beállítási időt és a pontos beállításokhoz szükséges készségi szintet.
Super NURBS (Non-Uniform Rational Basis Spline): Ez a funkció hatékonyabban dolgozza fel a komplex ívelt szerszámpályákat, mint a standard G-kód, ami zökkenőmentesebb gépmozgást, gyorsabb ciklusidőket és kiváló felületi befejezést eredményez a faceting hatás kiküszöbölésével.
Anyag és alkalmazás Sokoldalúság A MAR 5 tengelyes megmunkálási szolgáltatásai az iparágak széles körében alkalmazhatók, beleértve a repülőgépet, az autóipart, az orvosi, az energiát és a penészkészítést.A gyakori alkalmazások közé tartoznak a turbina pengék, a motor alkatrészek, a sebészeti műszerek, az ortopédiai implantátumok és az összetett házak.
Ezt a sokoldalúságot támogatja az anyagok széles skálájának megmunkálásának képessége, mint például:
Alumínium (pl. 7075-T651, 6082-T651)
Rozsdamentes acél (pl. 316L, 17-4 PH)
Titán (pl. 5/Ti-6Al-4V fokozat)
Nickel ötvözetek (pl. Inconel 718, Hastelloy C-276)
Szerszámacél (pl. D2, H13)
Sárgaréz, réz és egyéb egzotikus ötvözetek
Tervezési irányelvek és toleranciákAz 5 tengelyes képességek teljes kihasználása érdekében az alkatrészeket a folyamat szem előtt tartásával kell megtervezni. Bár nagy rugalmasságot kínál, a tervezőknek el kell kerülniük a felesleges bonyolultságot a költségek csökkentése érdekében. A filék hozzáadása a belső sarkokhoz, a szerszámhoz való hozzáférés figyelembe vétele és a hatékony szerelvények tervezése mind kritikus lépés.
Az EMAR 5 tengelyes CNC megmunkálása az anyagtól, a geometriától és a gép konfigurációjától függően 0,0001 hüvelykig (0,0025 mm) precíziós tűréseket érhet el. A szabványos megmunkálási tűrések jellemzően 0,001 hüvelykig (0,025 mm) tartanak. A maximális alkatrészméretek változhatnak, egyes EMAR megmunkáló központok akár 28" x 24" x 15"-es munkadarabok kezelésére is képesek.
Következtetés A 5-tengelyes CNC megmunkálás a marási technológia csúcspontját képviseli, páratlan képességeket kínál a nagy pontosságú, összetett alkatrészek hatékony előállításához. A beállítások csökkentésével, a pontosság javításával és az új tervezési lehetőségek megnyitásával elengedhetetlen eszköz a modern gyártáshoz. Bár a gépekbe és a szakértelembe való befektetés jelentős, az általa nyújtott termelékenységnövekedés és versenyelőnyök jelentősek. Azoknak a vállalatoknak, akik a résztervezésben és gyártásban mi lehetséges határokat kívánnak feszegetni, az 5 tengelyes megmunkálás feltárása olyan megbízható partnerrel, mint az EMAR, kritikus lépés.
Kapcsolatfelvétel az EMAR TodayHa többet szeretne megtudni arról, hogy az EMAR 5 tengelyes megmunkálási megoldásai hogyan javíthatják a következő projektjét, lépjen kapcsolatba csapatunkkal:
Tél : +86 18664342076
E-mail cím: sales8@sjt-ic.com










