English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

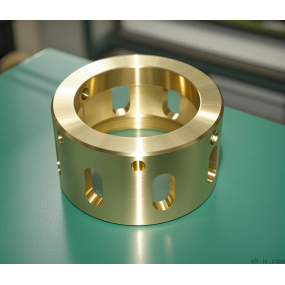
Precíziós vezérlés az alumínium lencsehordók CNC megmunkálásában
Ami a precizitást illeti, az alumínium tulajdonképpen meglehetősen "könnyű dolgozni"! Főleg 6061-es alumíniumötvözet - megmunkálása rendkívül sima, 0,01mm-en belül stabilan szabályozható tűrésekkel, a chipek pedig tisztán törnek anélkül, hogy a szerszámhoz tapadnának. De ha 7075-ös ötvözetet használunk, akkor óvatosnak kell lenni: nagy szilárdsága van, de hajlamos a szerszámforgácsolásra, ezért csökkenteni kell a megmunkálás sebességét. A szerkesztő szemszögéből az orsósebesség és a hűtés szabályozása a kulcs; különben a hőtágulás és összehúzódás egy pillanat alatt tönkreteszi a precizitását!

Felületkezelési technikák alumínium lencsehordókhoz
Az alumínium lencsehordók gyakran "sötétnek tűnnek" a megmunkálás után - nem azért, mert "rossz hangulatban" vannak, hanem az oxidatív elszíneződés miatt! A fő okok közé tartozik a romlott vágófolyadék vagy a párás környezet, mindkettő elhagyhatja a felületet foltos. Ilyen esetekben a vágófolyadékot rendszeresen ki kell cserélni, vagy közvetlenül eloxált bevonatot kell felhelyezni. Íme egy tipp: a 6061 alumínium kiváló eloxálási hatással rendelkezik, míg a 7075 további korróziógátló bevonatot igényel - különben nem fog ellenállni a hosszú távú használatnak.
Ajánlott CNC szerszám kiválasztása alumínium lencse hordókhoz
"A munkásnak először élesítenie kell a szerszámait, ha jól akarja végezni a munkáját!" A szerszám kiválasztása az anyagtól függ: a közönséges alumínium karbid szerszámokkal dolgozható fel, de olyan kemény anyagoknál, mint a 7075, a legjobb, ha több fuvola végmalomokat használunk, hűtőlyuk kialakítással - ezek képesek kezelni a mély nyílásmarást, miközben csökkentik a hőmérsékletet. Továbbá ne felejtsd el figyelni a szerszám kopását; különben, ha a szerszám a megmunkálás felénél tör... tényleg tehetetlen helyzetben maradsz!
Anodizáló lépések alumínium lencsés hordókhoz
Az eloxizálás nem csak egy egyszerű "áztatás"! A folyamathoz először zsírtalanítás, majd öblítés szükséges, majd elektrolitikus oxidáció következik - pontosan ellenőrizni kell az aktuális sűrűséget és az oxidációs időt, különben fekete foltok jelennek meg és tönkreteszik az egész folyamatot. Az oxidáció után a pórusok tömítése tovább javíthatja a korrózióállóságot. A szerkesztő személyes tapasztalatai alapján a 6061 alumínium eloxizálás után egységes felületet ad, így alkalmas az esztétikai befejezést igénylő lencsehordókhoz.
Nagy pontosságú megmunkálási módszerek alumínium lencsehordókhoz
Nagy pontosságot szeretne? Integrálnia kell a környezetet, a gépeket és az anyagokat! A constant-temperature workshop plusz egy nagysebességű CNC gép az alapja. Például bár a 7075 alumínium kemény, de hajlamos a stressz deformációra – ezért ajánlott T6-os hőkezelt állapotban megmunkálni. Emellett ne felejtsd el szondát használni mérésekhez és valós idejű hibakompenzációhoz: elvégre akár egy lencsehordó apró eltérés is le tud dobni az egész optikai utat!
Személyes betekintések:
Az alumínium lencsehordók megmunkálása nem túlzottan nehéz, de a siker a részletekben rejlik! Az anyagválasztáshoz a 6061 nagy általános költséghatékonyságot kínál, míg a 7075 nagyobb szilárdsággal rendelkezik, de nehezebb feldolgozása. A felületkezeléshez az oxidáció megelőzése kötelező. A szerszámoknak pedig meg kell felelniük az anyag tulajdonságainak... A legfontosabb, türelmesen teszteljék, és ne rohanjunk a sebességért. Remélem ezek a tippek segítenek - dolgozzunk!
Szüksége van arra, hogy finomítsam a konkrét műszaki kifejezések fordítását (például a "T6 hőkezelés" vagy a "karbidszerszámok" kifejezéseinek beállítása a nemzetközi megmunkálási normákhoz való jobb összehangoláshoz), vagy kétnyelvű fogalomjegyzéket hozzon létre a mag alumínium lencse hordó megmunkálási kifejezésekről?