English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

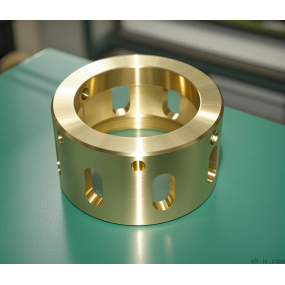
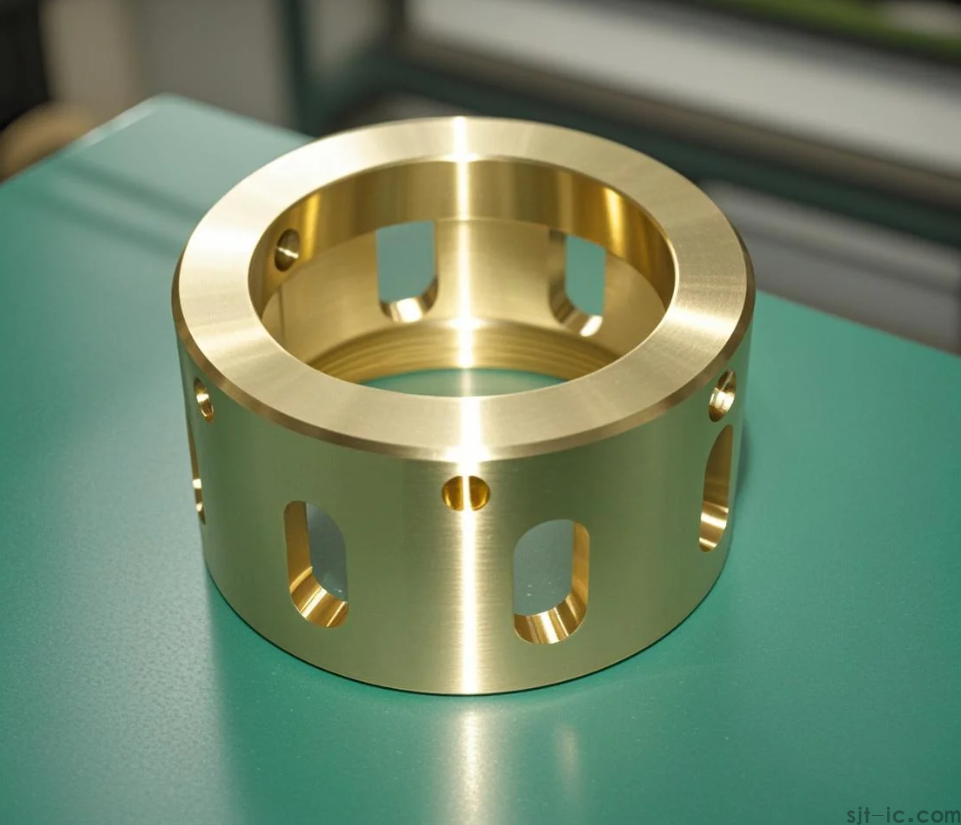
1.銅加工物の荒削り加工のためのツール選択事項
CNCの経験がある人なら誰でも、荒削りの段階が効率に大きな影響を与えることを知っています。銅のワークピースを荒削りする場合は、できるだけ高速度鋼(HSS)ツールを使用しないようにしてください。それらはすぐに摩耗し、高速で実行することもできません。代わりに、フライカッターやカーバイドツールの方がコスト効果が高く、より耐久性があり、より大きな切削深さに対応できます。単純に言えば、適切なツールを選択することで、作業が容易になり、ツール交換に費やす時間を大幅に節約できます!
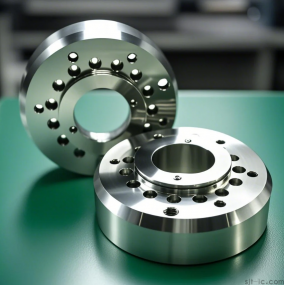
2.高い銅製ワークピースには積層加工が不可欠です
背の高い銅のワークピースを扱う場合、単一のツールで上から下まで加工しようとしないでください!安定した信頼性の高いアプローチは、異なる長さのツールを使用して徐々にワークピースを粗くする層状加工です。この方法は、ツールの振動やチャタリングを防止するだけでなく、各層の均一な加工余裕を確保します。それは理にかなっていますね?
3.フラットエンドミルは平面加工のための最初の選択肢です
平面を加工する場合は、ボールエンドミルの代わりにフラットエンドミルを使用することを忘れないでください。フラットエンドミルは接触面積が大きく、より安定した切削とはるかに高い効率を確保します。一方、ボールエンドミルは曲面加工に適しています。編集者の視点からは、「各ツールが独自の仕事をする」ということです。これにより、すべてのツールが最大限の役割を果たし、加工時間を大幅に節約できます!
4.角のクリーニングのため:切断する前にまず半径を測定してください
銅電極のコーナークリーニングは繊細な作業です。コーナーをクリーニングする前に、まずコーナー半径(R半径)の体格を確認する必要があります。次に、この半径に基づいて適切な体格のボールエンドミルを選択してください。大きすぎるツールを選択すると、コーナーを完全にクリーニングすることができません。ツールが小さすぎると、簡単に壊れてしまい、時間と材料の両方を無駄にしてしまいます。したがって、測定に1分余分に時間をかけても問題ありません!
5.テーパー加工されたツールを活用して、テーパー加工された機能を高効率に活用する
ワークピースに整数テーパー(例えば、位置決めピンやテーパー付き円筒ボスなど)がある場合は、ためらわずにテーパー工具を直接加工に使用してください。この方法は高効率で精度が高く、多くの手間を省くことができます。編集者は、一部の人々が常に普通の工具で済ませようとすることに気づきましたが、これにはより多くの時間がかかることになります。なぜそんな手間をかける必要があるのでしょうか?
個人的な洞察と推奨事項:
CNC銅加工は2つの大きな課題に直面しています。材料が柔らかく、工具が付着しやすいということです。以下は操作のためのいくつかのヒントです。
スピンドル速度と送り速度:銅は機械加工性が良いため、スピンドル速度と送り速度の両方を適度に増加させることができます。
スパークギャップの予約:銅電極を加工する場合は、スパークギャップ(予約許容量)を適切に設定してください。粗い電極の場合、ギャップは通常0.2〜0.5 mmです。仕上げ電極の場合は、0.0 5〜0.15 mmです。
-公差とステップオーバー:銅電極の仕上げには、公差を0.0 0 5〜0.0 2 mm、ステップオーバーを0.0 5〜0.3 mmに設定するのが適切です。
-メンテナンスと検査:定期的に工作機械をメンテナンスし、オーバーカットや工具の衝突を避けるために加工前にプログラムシミュレーションを注意深くチェックしてください。
要するに、これらの方法を習得すると、半分の労力でCNC銅加工が2倍効果的になります!これがあなたを助けることを願っています。
特定の技術用語の翻訳を調整する必要がありますか(国際的なCNC加工規則に合わせて「スパークギャップ」または「ステップオーバー」の表現を最適化するなど)、または参照用のコアCNC銅加工用語のバイリンガル用語集を作成しますか?