English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

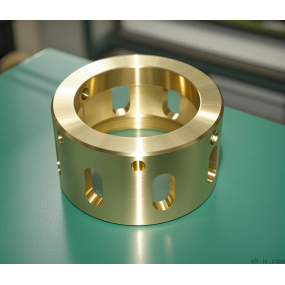
アルミニウムレンズバレルのCNC加工における精密制御
精度に関して言えば、アルミニウムは実際にはかなり「扱いやすい」です!特に60 6 1アルミニウム合金は、加工が非常にスムーズで、公差は0.0 1 mm以内で安定して制御でき、チップが工具にくっつかずにきれいに割れます。ただし、70 7 5合金を使用している場合は注意が必要です。高強度ですが、工具の欠けやすいため、加工速度を低下させる必要があります。編集者の観点からは、スピンドル速度と冷却を制御することが重要です。そうしないと、熱膨張と収縮が瞬時に精度を損ないます!

アルミ製レンズバレルの表面処理技術
アルミニウムのレンズバレルは、加工後にしばしば「暗く見える」ことがあります。それは「機嫌が悪い」からではなく、酸化変色のためです!主な原因は、劣化した切削液や湿気の多い環境であり、どちらも表面を斑点状にする可能性があります。そのような場合は、切削液を定期的に交換するか、直接陽極酸化コーティングを施す必要があります。ここにヒントがあります: 60 6 1アルミニウムは優れた陽極酸化効果があり、70 7 5は追加の防錆コーティングが必要です。そうしないと、長期間の使用に耐えられません。
アルミニウムレンズバレルにおすすめのCNCツールの選択
「仕事をうまくやるためには、まず工具を研がなければなりません!」工具の選択は材料によって異なります。普通のアルミニウムはカーバイド工具で加工できますが、70 7 5のような硬質材料の場合は、冷却穴設計のマルチフルートエンドミルを使用するのが最適です。これらは深いスロットフライス加工を行いながら温度を下げることができます。また、工具の摩耗を監視することを忘れないでください。そうしないと、工具が加工の途中で壊れてしまい、本当に無力な状況に陥ってしまいます!
アルミ製レンズバレルの陽極酸化工程
陽極酸化は単なる「浸漬」ではありません!この過程には、まず脱脂、次にすすぎ、その後電解酸化が必要です。電流密度と酸化時間を正確に制御する必要があります。そうしないと、黒い斑点が現れて過程全体を台無しにしてしまいます。酸化後、細孔をシールすることで、耐食性をさらに向上させることができます。編集者の個人的な経験から、60 6 1アルミニウムは陽極酸化後に均一な表面を生み出し、美的な仕上がりが必要なレンズバレルに適しています。
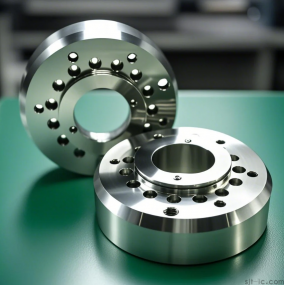
アルミニウムレンズバレルの高精度加工方法
高精度を求めていますか?環境、機械、材料を統合する必要があります!constant-temperatureのワークショップと高速CNCマシンが基盤です。例えば、70 7 5アルミニウムは硬いですが、応力変形しやすいため、T 6熱処理状態で加工することをお勧めします。また、測定とリアルタイムエラー補償にはプローブを使用することを忘れないでください。レンズバレルのわずかな偏差でも、光学経路全体を狂わせる可能性があるからです!
個人的な洞察:
アルミニウムのレンズバレルを加工することは過度に難しくありませんが、成功は細部にあります!材料選択において、60 6 1は全体的なコスト効果が高く、70 7 5はより高い強度を持っていますが、加工が難しいです。表面処理においては、酸化防止が必要です。そして、工具は材料の特性に合わせる必要があります...最も重要なことは、忍耐強くテストし、スピードを急がないことです。これらのヒントがあなたを助けることを願っています-仕事に取り掛かりましょう!
特定の技術用語の翻訳を改善する必要がありますか?(例えば、「T 6熱処理」や「超硬工具」の表現を調整して国際的な加工基準に適合させるなど)、またはコアアルミニウムレンズバレル加工用語のバイリンガル用語集を作成する必要がありますか?