

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

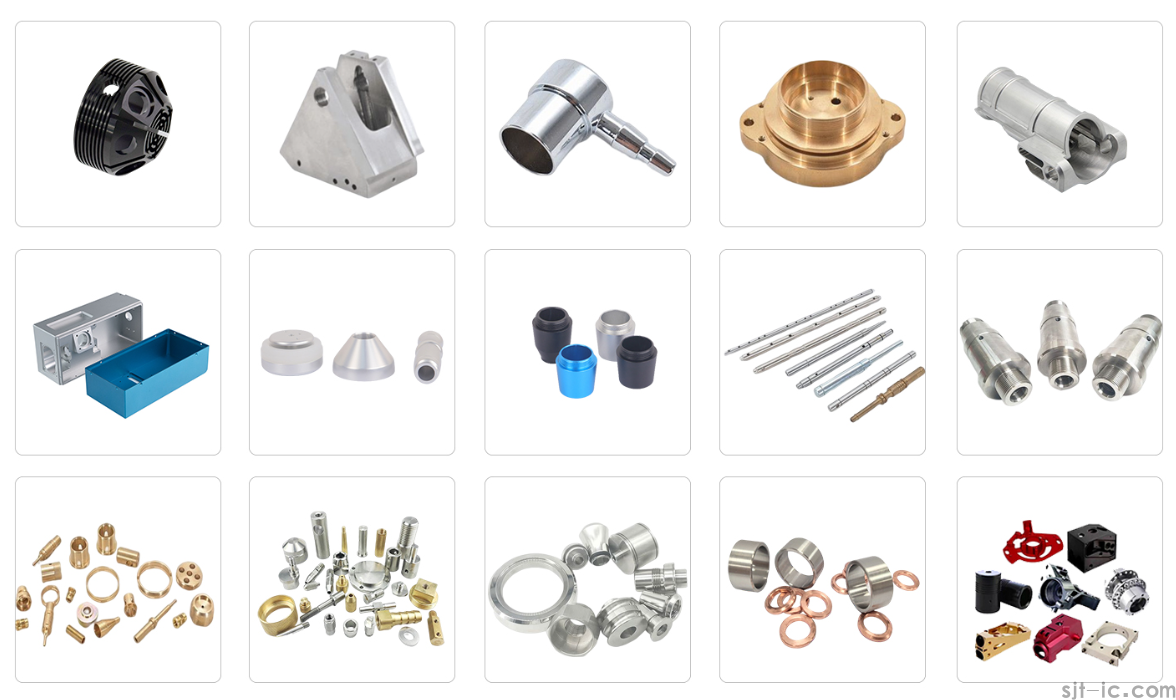
❓ Hva er nøyaktig "CNC Machining of Kitchenware Accessories" - og hva er det ikke? Her er hva det faktisk betyrNår en leverandør sier at de "CNC maskin kjøkkenutstyr tilbehør", de snakker om å bruke datastyrte skjæreverktøy - møller, dreiebenker, øvelser - for å skjære solide blokker eller barer av materiale i ferdige komponenter. Tenk håndtak, hengsler, braketter, ventillegemer, bladholdere, presisjonsbeslag og gjengede innsatser for apparater.
Prosessen er fundamentalt forskjellig fra stempling, støping eller smiing. Disse metodene former materiale i bulk. CNC-maskinering fjerner materiale med sub-millimeter presisjon. En godt programmert 5-akse maskin kan treffe toleranser på 0,01mm eller tettere - noe som i praksis betyr en blenderbladmontering som spinner sant ved 15.000 RPM uten wobble.
Her er hva det ikke er nå, en nødvendig reality check. CNC-maskinering er ikke en universell løsning for dårlig utformede deler. Hvis geometrien din har dype underkutt, absurd tynne vegger eller trådspesifikasjoner som ikke gir noen mekanisk mening, kan ingen CNC-trollmann redde deg. Jeg har hatt ingeniører sende meg tegninger der de ønsket 0,3mm vegger på et 200mm langt håndtak i rustfritt stål. Maskinen kan teoretisk prøve det; fysikk vil si noe annet.
Også: ikke alle kjøkkenkomponenter trenger CNC maskinering. En enkel stemplet brakett som holder en hylle? Stamping er greit. Men når du trenger presisjon pass mellom bevegelige deler, eller mat-kontakt overflater som må oppfylle hygiene standarder, blir CNC maskinering et langt mer strategisk valg.
Hvordan Material Selection Makes or Breaks CNC-Kitchenware ProjectsStainless Steel (304 / 316): The Industry Workhorse - With TradeoffsFor mat-kontakt kjøkkenutstyr komponenter, austenitisk rustfritt stål dominerer. Grade 304 tilbyr utmerket korrosjonsmotstand og er mye brukt for håndtak, parenteser og strukturelle kjøkkendeler. Grade 316 legger til molybden for overlegen motstand mot klorider - viktig hvis produktene dine går gjennom aggressive oppvaskmaskin sykluser eller industriell sanitisering.
Men her er noe jeg ønsker flere kjøpere forstått: rustfritt stål er vesentlig vanskeligere på skjæreverktøy enn aluminium, ofte av en faktor på 1.8x eller mer i maskinering kostnad. Det gjør det ikke et dårlig valg - det gjør det til en bevisst en. Hvis produktet ditt virkelig trenger at korrosjon motstand og styrke, betale for det. Hvis du maskiner en rent dekorativ interiør komponent som aldri berører mat eller fuktighet, kan du kaste margin bort.
Aluminium legeringer: Når lettvekt betyr mer enn du trorAluminium (6061, 7075) er stadig mer populært for kjøkkenutstyr tilbehør der vektreduksjon er virkelig ønskelig - premium kokekar håndtak, avtakbare mikserfeste, bærbare apparater hus. Det er omtrent 65% lettere enn rustfritt stål og maskiner betydelig raskere.
Ulempen er at aluminium riper lettere og, i matmiljøer, vanligvis krever anodisering eller annen overflatebehandling for holdbarhet. Faktor det inn i budsjettet etter prosessering på forhånd - spesielt hvis leverandøren ikke tilbyr etterbehandlingstjenester internt.
Titan: "Flex" -materialet (det kan faktisk være verdt det) Jeg ser titan dukker opp mer i high-end kjøkkenutstyr - luksuriøse bestikksett, håndverksmessige kaffestativ, ultralett camping kokekar. Titan er korrosjonsresistent, biokompatibel og har en unik estetikk. Det er også smertefullt sakte å maskin og dyrt.
For de fleste kommersielle kjøkkenutstyrsprosjekter er titan overkill. Men for premium produktlinjer der materiell historie betyr noe for merkevareposisjonering - og kundene dine vil betale premien - kan det være en legitim verdiøkning. Bare ikke forvent at den oppgitte prisen ser ut som rustfritt stål.
Hva virkelig driver CNC bearbeidingskostnader for kjøkkenutstyrsdeler? Det er ikke bare "Hvor stor er delen" Jeg ser anskaffelse folk fikse på delstørrelse og helt savner hva som faktisk blåser opp tilbud. Den største kostnadsdriveren i CNC bearbeiding er nesten alltid bearbeidingstid - som kan representere 50-70% av den totale delkostnaden.- Og bearbeidingstid handler ikke bare om hvor stor delen er. Det handler om:
Geometrikompleksitet: dype lommer, tynne vegger, interne tråder og flere oppsett øker syklustiden betydelig.
Toleransekrav: Flytting fra 0,1mm til 0,01mm kan doble eller tredoble kostnaden, fordi nå må maskinen bremse, ta flere finishpasninger, og operatøren må inspisere oftere.
Materialbearbeidbarhet: rustfritt stål går saktere enn aluminium; titan går saktere enn rustfritt stål. -
Batch Quantity Sweet Spot Nobody Talks AboutHer er en kontraintuitiv virkelighet: å bestille 500 enheter kan noen ganger være mer kostnadseffektivt per enhet enn å bestille 50. Hvorfor? Fordi programmering, oppsett og monteringskostnader blir spredt over flere deler. Hos EMAR har vi funnet ut at batchstørrelser over 200-300 enheter vanligvis begynner å låse opp meningsfulle enhetskostnadsforbedringer for kjøkkenutstyr.
Jeg bør nevne at det er en grense for denne logikken. Bestill 50 000 enheter, og du vil kanskje se på støping eller metallsprøytestøping i stedet. CNC-maskinering har sitt søte punkt - høy presisjon, lav-til-middels volumer. Å skyve det inn i masseproduksjonsområdet noen ganger gir ikke økonomisk mening, selv om hvert prosjekt er annerledes.

Overflatebehandling: Den skjulte forskjellen mellom "ren" og "kompatibel" Hvorfor Ra-verdier faktisk betyr noe i matvareapplikasjoner En overflateruhet på Ra 0,8 μm eller bedre handler ikke bare om å se premium ut - det påvirker direkte rengjørbarhet og bakteriell motstand. Standarder for matbehandlingsutstyr krever i økende grad overflater som ikke inneholder forurensninger i mikro-sprekker.
Vanlige etterbehandlingsalternativer for CNC-deler for kjøkkenutstyr inkluderer:
Elektropolering: fjerner et mikroskopisk lag av overflatemateriale, og etterlater en ultra-glatt, passivert overflate som er ideell for matkontakt
Perlesprengning: skaper en jevn matt finish, flott for estetiske håndtak og utvendige overflater
Anodiserende (for aluminium): tilfører et slitesterkt, korrosjonsbestandig oksidlag
Speilpolering: vanligvis reservert for synlige, dekorative overflater der førsteklasses utseende betyr noe
En ting som biter prosjekter: Etterbehandling utenfor stedet Hvis CNC-leverandøren din sender deler til en tredjeparts etterbehandler, har du nettopp lagt til transittid, håndteringsrisiko og koordineringskompleksitet. EMAR håndterer etterbehandling internt, noe som fjerner minst en logistisk hodepine fra forsyningskjeden. Jeg har sett prosjekter forsinket av uker fordi en forsendelse av bearbeidede deler ble riper under transitt til en ekstern polerer. Det er en av de kjedelige logistiske detaljene som ingen vil tenke på før det ødelegger en leveringsplan.
Hvordan Vet en CNC-leverandør for kjøkkenutstyr - uten å få BurnedCertifications Det er ikke bare veggdekorasjonerISO 9001 er bordinnsatser for kvalitetsstyring. For matkontaktkomponenter, kan du også spørre om NSF / ANSI 51-overholdelse (for materialer for matutstyr) og ISO 14001 for miljøledelse.
Men her samsvarer virkeligheten ikke alltid med papir. Jeg har gått gjennom fabrikker med imponerende sertifiseringsvegger og ødelagt utstyr. Din faktiske jobb under leverandørkontroll er ikke å merke av - det avgjør om disse kvalitetssystemene virkelig er i drift.
Inspeksjonsspørsmålet du trenger å stille Spør din potensielle leverandør: "Har du en CMM (koordinatmålemaskin) internt, og hva er prøvetakingsfrekvensen for inspeksjonen din?"
Hvis de outsourcer inspeksjon til et tredjepartslaboratorium, er det ikke automatisk diskvalifiserende - men det er verdt å merke seg at det sannsynligvis vil legge til snutid og kompleksitet. Hvis de ikke kan artikulere sin FIRST ARTICLE INSPECTION (FAI) -prosess tydelig, er det en reell bekymring. -
Red Flags Jeg har lært den harde veien Sitater som kommer tilbake i 10 minutter. Riktig tilbud krever gjennomgang av CAD-filer, vurdering av produksjonsevne, estimering av syklustider og planlegging av verktøystier. Blazing-raske sitater betyr ofte at de faktisk ikke så på designet ditt.
Ingen tilbakemeldinger fra DFM. En kompetent CNC-partner bør skyve tilbake med forslag til Design for Manufacturability. Hvis de bare sier "ja" til alt, vurderer de enten ikke filene dine eller bryr seg ikke om delene dine faktisk fungerer.-
Vage materialsertifiseringer. "Vi bruker 304 rustfritt stål" er ikke nok. Be om testsertifikater eller sporbarhetsdokumentasjon for materiale - spesielt for applikasjoner med matkontakt.
♻️ Bærekraft i CNC-maskinering: Den stille trenden som omformer kjøkkenutstyrsforsyningskjeder Resirkulert innhold blir konkurransedyktig RequirementSustainability kan virke som en sekundær bekymring når du bryter med toleransespesifikasjoner og leveringsfrister, men det blir stadig viktigere - spesielt for kjøkkenvaremerker som selger til europeiske markeder med strenge miljøbestemmelser. Mange CNC-leverandører tilbyr nå resirkulert innhold rustfritt stål og aluminiumslegeringer. -1-
EMARs tilnærming har vært å skaffe metaller med resirkulert innhold der spesifikasjonene tillater det, samtidig som vi opprettholder fullstendig sporbarhet slik at våre kunder vet nøyaktig hva som er i produktene deres. Dette er ikke bare merkevarebygging; resirkulert aluminium krever for eksempel omtrent 95% mindre energi å produsere enn jomfrulig materiale. At energibesparelser av og til betyr beskjedne materialkostnadsfordeler, selv om tilgjengeligheten varierer etter region og legering.
En detalj som ofte overrasker kjøpere: CNC-maskinering produserer betydelig metallavfall - chips, sverd og skrap. Ansvarlige produsenter investerer i chip-gjenvinningssystemer og lukket sløyfe kjølevæskefiltrering for å minimere miljøpåvirkningen. Dette er en av de faktorene som skiller varebutikker fra seriøse produksjonspartnere, og det er verdt å spørre om under leverandørevalueringer.
The Business Case for Custom CNC Kitchenware AccessoriesWhen Off-the-Shelf Parts Become a LiabilityStandard katalogkomponenter fungerer fint - til de ikke gjør det. Når du bygger en førsteklasses apparatlinje, cookie-cutter håndtak og generiske monteringsbraketter gjør at produktet ditt ser ut som alle andres. Egendefinert CNC-bearbeidet kjøkkenutstyr tilbehør gir produktdesignere presis kontroll over form, funksjon og finish. Den differensieringen kan direkte påvirke hylle appell og detaljhandel priser.
Mer praktisk, tilpasset maskinering lar deg optimalisere for monteringseffektivitet. En brakett som er bearbeidet for å snap-fit med tilstøtende komponenter kan redusere monteringstid med minutter per enhet - som, over en produksjonskjøring på 10.000 enheter, gir opp til ekte penger.
Fordeler med prototyping: Fail Fast, Fail CheapEn av CNC-maskinerings undervurderte styrker er rask prototyping. Du kan få funksjonelle metallprototyper på 5-7 arbeidsdager, teste dem i faktiske kjøkkenmiljøer, gjenta designet basert på reell tilbakemelding, og bare da forplikte deg til produksjonsvolum.
Kontraster dette med verktøyavhengige prosesser: du bruker tusenvis på en form, venter uker, oppdager en designfeil, bruker flere tusenvis på moldmodifikasjoner, venter flere uker. CNC-prototyping unngår den dødsspiralen. For produktutviklingsteam kan denne hastighetsfordelen alene rettferdiggjøre maskineringstilnærmingen i pre-produksjonsfaser.
Hva bør du gjøre neste? Hvis du kjøper kjøkkenutstyr tilbehør og lurer på om CNC maskinering er riktig passform for komponentene dine, her er et praktisk neste trinn:
Send CAD-filer eller tekniske tegninger til EMARs ingeniørteam. Vi tilbyr:
Gratis tilbakemelding fra DFM (Design for Manufacturability) innen 24 timer
Tyde kostnadsfordelinger slik at du forstår nøyaktig hva som driver priser
Veiledning for materialvalg basert på faktiske applikasjonskrav, ikke bare det som er billigst å maskin
Intern etterbehandling for å eliminere kompleksitet i forsyningskjeden
Vi forventer ikke at hver henvendelse konverterer til en ordre - det er ikke slik B2B-forhold fungerer. Men selv om du bare vil ha en ny mening om designet ditt før du kontakter flere leverandører, er vi glade for å hjelpe deg.
Kontakt EMAR:
Tel.: + 86 18664342076
E-post: sales8@sjt-ic.com










