English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Wprowadzenie W krajobrazie nowoczesnej produkcji obróbka części do tokarek CNC stanowi kamień węgielny inżynierii precyzyjnej. Od zapotrzebowania sektora lotniczego na tolerancje na poziomie mikronowym po zapotrzebowanie przemysłu motoryzacyjnego na spójność dużej objętości, centra tokarskie z komputerowym sterowaniem numerycznym (CNC) zrewolucjonizowały sposób, w jaki surowce - czy to stal hartowana, aluminium, mosiądz czy zaawansowane polimery - są przekształcane w złożone elementy cylindryczne. W EMAR zdajemy sobie sprawę, że zrozumienie zawiłego związku między architekturą maszyny a jej możliwościami przetwarzania ma kluczowe znaczenie dla profesjonalistów zajmujących się zaopatrzeniem i inżynierów. Ten przewodnik zagłębia się w anatomię tokarki CNC, bada pełne

Podstawa: Co to jest obróbka części do tokarek CNC? Podczas gdy tokarka ręczna wywodzi swój rodowód ze starożytnego Egiptu, dzisiejsze wymagania przemysłowe wymagają milowego skoku w automatyzacji i precyzji. Obróbka części do tokarek CNC odnosi się do subtraktywnej metody wytwarzania, w której nieruchome narzędzie tnące sprzęga się z obracającym się przedmiotem obrabianym. W przeciwieństwie do pracy ręcznej zależnej od kół ręcznych i intuicji operatora, ruch na tokarce CNC jest podyktowany zakodowanymi instrukcjami (kod G) podawanymi do komputera pokładowego. Ta synergia sztywności mechanicznej i sterowania cyfrowego umożliwia produkcję części z powtarzalną dokładnością do 0,001 mm, co jest wyczynem nieosiągalnym w obróbce ręcznej. Proces obejmuje zarówno operacje wewnętrzne (ID)
Architektura rdzenia: kluczowe części do tokarek CNC i ich rola obróbki Aby zoptymalizować obróbkę części do tokarek CNC, należy najpierw zrozumieć anatomię maszyny. Każdy element odgrywa szczególną rolę w utrzymaniu stabilności i precyzji wymaganej do pracy o wysokiej tolerancji.
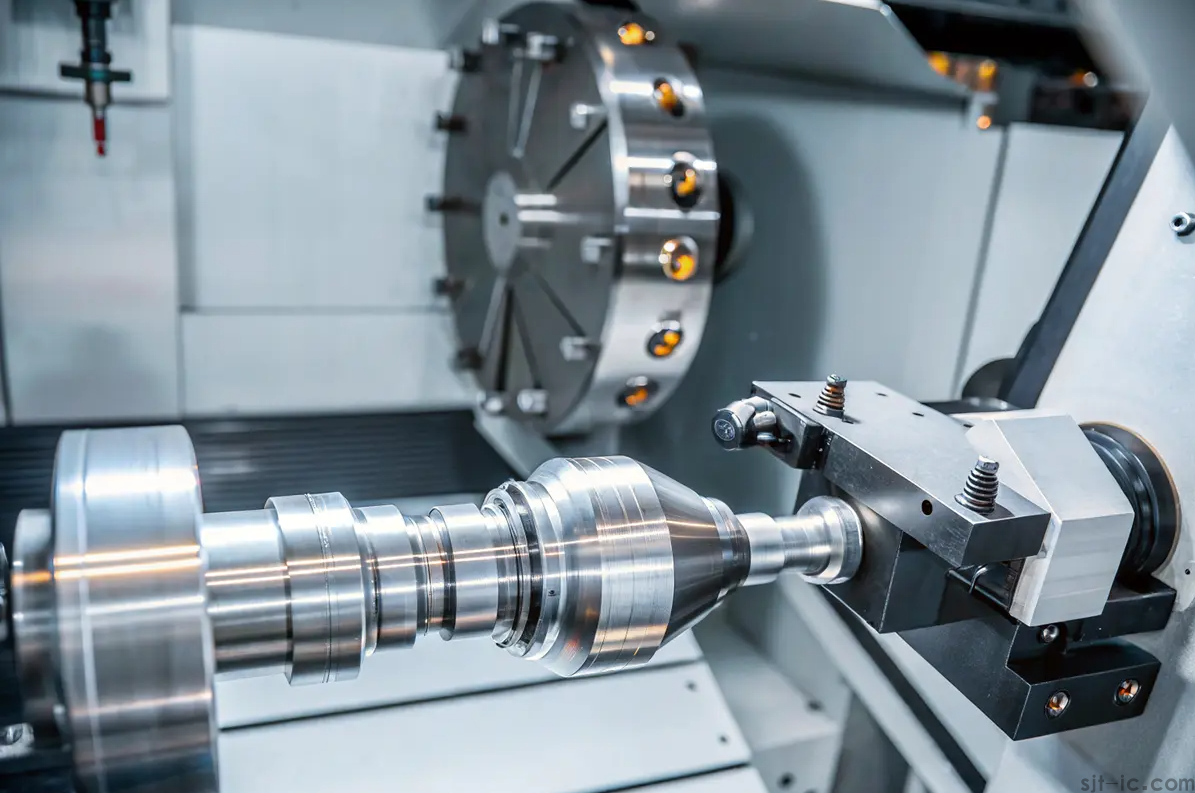
Wrzeciennik i wrzeciono główne - Powerhouse of RotationUmieszczony po lewej stronie łoża tokarki wrzeciennik mieści silnik napędowy i wrzeciono główne. Ten zespół jest sercem procesu toczenia, przenosząc siłę obrotową na obrabiany przedmiot. Jakość i sztywność wrzeciona głównego bezpośrednio korelują z wykończeniem powierzchni i stabilnością wymiarową. Nos wrzeciona zabezpiecza mechanizm zaciskowy, dyktując koncentryczność obrabianego przedmiotu podczas szybkiego obrotu. Nowoczesne wrzecienniki oferują zmienne prędkości wrzeciona, umożliwiając operatorom EMAR optymalizację parametrów skrawania materiałów, od miękkich tworzyw sztucznych po stopy tytanu.
Precyzja mocowania: Chuck vs. Collet Systems Bezpieczne trzymanie przedmiotu obrabianego nie podlega negocjacjom w obróbce CNC.
Uchwyt: Zazwyczaj 3-szczękowe (samocentrujące) lub 4-szczękowe (niezależne) urządzenie hydrauliczne lub pneumatyczne. Uchwyt jest idealny do szerokiego zakresu średnic i nieregularnych kształtów, zapewniając solidny uchwyt niezbędny do usuwania ciężkiego materiału.
Tuleja zaciskowa: Stosowana do materiałów o mniejszej średnicy (zwykle do 60 mm). Tuleje tulejkowe zapewniają doskonałą przyczepność i większą współśrodkowość niż uchwyty, co czyni je preferowanym wyborem do precyzyjnej mikroobróbki małych części.
Konik i wrzeciono pomocnicze - stabilność i automatyzacja Umieszczony naprzeciwko wrzeciennika, konik zapewnia krytyczne wzmocnienie długich, smukłych przedmiotów obrabianych, takich jak wały lub rury. Włączając środek obrabianego przedmiotu siłą hydrauliczną, łagodzi ugięcie i wibracje, zapewniając spójność na całej długości części. W przypadku zaawansowanej automatyzacji wiele centrów tokarskich EMAR zastępuje konik wrzecionem pomocniczym. To wtórne wrzeciono chwyta obrabiany przedmiot w celu wykonania obróbki tylnej strony - umożliwiając odcięcie części, wiercenie i wytaczanie na odwrotnej powierzchni bez ręcznej interwencji, co stanowi podstawę wydajnej produkcji "wyłączonej".

Systemy wózka i oprzyrządowania - wykonywanie cięcia Wózek to dynamiczny interfejs ułatwiający ruch. Składa się z siodełka i suwaka poprzecznego, porusza się wzdłuż łoża tokarki po precyzyjnie obrobionych drogach, przesuwając narzędzie skrawające wzdłuż osi X (pionowa / głębokość) i Z (pozioma / długość). Oprzyrządowanie mieści się w jednej z dwóch podstawowych konfiguracji:
Typ rewolweru: Słupek narzędzia indeksującego, który może pomieścić wiele narzędzi. Obraca się, aby ustawić wymagane wiertło, wytaczkę lub wkładkę obrotową na miejscu, umożliwiając złożoną, wieloetapową obróbkę części do tokarek CNC bez ręcznej wymiany narzędzi.
Typ zespołu: Narzędzia są zamontowane w układzie liniowym na poprzeczce. Pozwala to na szybkie indeksowanie i jest bardzo skuteczne w szybkiej produkcji małych, prostych komponentów.
Łoże tokarki i belka pionowa - integralność strukturalna Łoże tokarki to odlewana, poddana obróbce cieplnej płyta fundamentowa, która podtrzymuje wrzeciennik, konik i wózek. Jego masa i sztywność pochłaniają ogromne siły i wibracje obróbki, zapewniając dokładność geometryczną przez lata pracy. Niektóre zaawansowane projekty zawierają konfigurację pionowej belki, aby zminimalizować gromadzenie się wiórów (wiórów) na prowadnicach, co jest kluczowym czynnikiem w utrzymaniu długoterminowej dokładności w zautomatyzowanych środowiskach.
Panel sterowania CNC - mózg cyfrowyJest to centrum dowodzenia obróbką części tokarek CNC. Interpretuje dane modelu CAD 3D i wyświetla symulację ścieżki narzędzia. Operatorzy używają tego interfejsu do wykonywania suchych przebiegów, dostosowywania prędkości posuwu i monitorowania obciążeń wrzeciona, zapewniając, że zautomatyzowany przepływ pracy jest wykonywany z nieskazitelną precyzją.
Kompleksowe procesy: Operacje wykonywane w obróbce części tokarek CNC Tokarka CNC to znacznie więcej niż zwykła tokarka; jest to wielofunkcyjna platforma zdolna do wykonywania szerokiego zakresu operacji, często eliminująca potrzebę stosowania wyposażenia wtórnego.
Operacja Obróbka DescriptionTurningRemoval dużych ilości materiału z OD w celu zmniejszenia średnicy. Idealny do obróbki zgrubnej wałów.FacingTworzenie płaskiej, gładkiej powierzchni na końcu przedmiotu obrabianego poprzez przesunięcie narzędzia prostopadle do osi. Gwintowanie Cięcie precyzyjnych gwintów zewnętrznych lub wewnętrznych (poprzez gwintowanie) o określonej podziałce i długości. Rowkowanie / Parting Cięcie wąskich kanałów lub całkowite odcięcie gotowej części od kolby pręta. Wiercenie i wytaczanie Tworzenie otworów wstępnych za pomocą wiertła; Wytaczanie powiększa lub wykańcza ten otwór do dokładnych tolerancji ID stopniami lub stożkami. Rozwiercanie Proces wykańczania wykonywany po wierceniu w celu uzyskania bardzo dokładnej średnicy i lustrzanego wykończenia wewnętrznego.Pielęgnacja Tworzenie teksturowanego wz W EMAR obsługujemy klientów OEM i integratorów systemów wymagających komponentów o różnej wielkości, od delikatnych narzędzi chirurgicznych po solidne złączki naftowe i gazowe.
Lotnictwo: Precyzyjne komponenty, takie jak sworznie podwozia, tuleje i tarcze silnika, wymagające ekstremalnych tolerancji i integralności powierzchni.
Motoryzacja: Produkcja masowa kół zębatych, wałów, kół pasowych i tarcz hamulcowych.
Medycyna: Złożone geometrie do śrub kostnych, implantów i narzędzi chirurgicznych ze stali nierdzewnej.
Elektronika i hydraulika: Precyzyjne złączki, złącza i korpusy zaworów.
Tokarka CNC a tokarka ręczna: strategiczna inwestycja w przetwarzanie Dla kierowników ds. zaopatrzenia oceniających koszt części, rozróżnienie między obróbką CNC a obróbką ręczną jest wyraźne. Podczas gdy tokarki ręczne oferują elastyczność w przypadku jednorazowych napraw i prototypów (z czasem konfiguracji 30-60 minut), są one zależne od operatora, a tolerancje często ograniczone do 0,01 mm. Z kolei obróbka części do tokarek CNC oferuje:
Powtarzalność: Identyczne części wyprodukowane w tysiącach cykli bez odchyleń.
Wydajność: 3-5 razy szybsza w przypadku złożonych geometrii, z możliwością pracy 24 / 7 i nadzoru nad wieloma ogniwami przez jednego operatora.
Wydajność pracy: Zmniejszony jednostkowy koszt pracy i zminimalizowany odpad materiałowy dzięki zoptymalizowanym ścieżkom narzędzi.
Zaawansowane możliwości: wieloosiowa obróbka tokarek CNCPoza standardowym toczeniem 2-osiowym (X i Z), EMAR wykorzystuje zaawansowane maszyny wieloosiowe. Frezarki 3-osiowe, 4-osiowe i 5-osiowe wykorzystują ruch w osi Y i oprzyrządowanie na żywo. Pozwala to na wiercenie poza środkiem, frezowanie płaskich powierzchni i złożone konturowanie części toczonej w pojedynczej konfiguracji. Nawet 9-osiowe maszyny hybrydowe są wdrażane z myślą o ekstremalnej złożoności, łącząc tradycyjne toczenie z pełnym 5-osiowym frezowaniem w celu wyeliminowania skumulowanych błędów mocowania.

ConclusionOptimizing łańcucha dostaw zaczyna się od zrozumienia możliwości obróbki części do tokarek CNC. Od solidnego wrzeciona po mikroprecyzyjny wózek, każdy element maszyny przyczynia się do ostatecznej integralności obrabianej części. W EMAR łączymy tę zaawansowaną architekturę mechaniczną z programowaniem eksperckim i zautomatyzowanymi przepływami pracy, aby dostarczać komponenty spełniające najbardziej rygorystyczne światowe standardy.
Chcesz zwiększyć precyzję i spójność toczonych komponentów? Skontaktuj się z zespołem EMAR już dziś, aby omówić, w jaki sposób nasze zaawansowane rozwiązania tokarek CNC mogą usprawnić linię produkcyjną i obniżyć koszt części.
Telefon kontaktowy: + 86 18664342076 E-mail: sales8@sjt-ic.com Przekształćmy Twoje projekty w rzeczywistość z niezrównaną precyzją.