

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

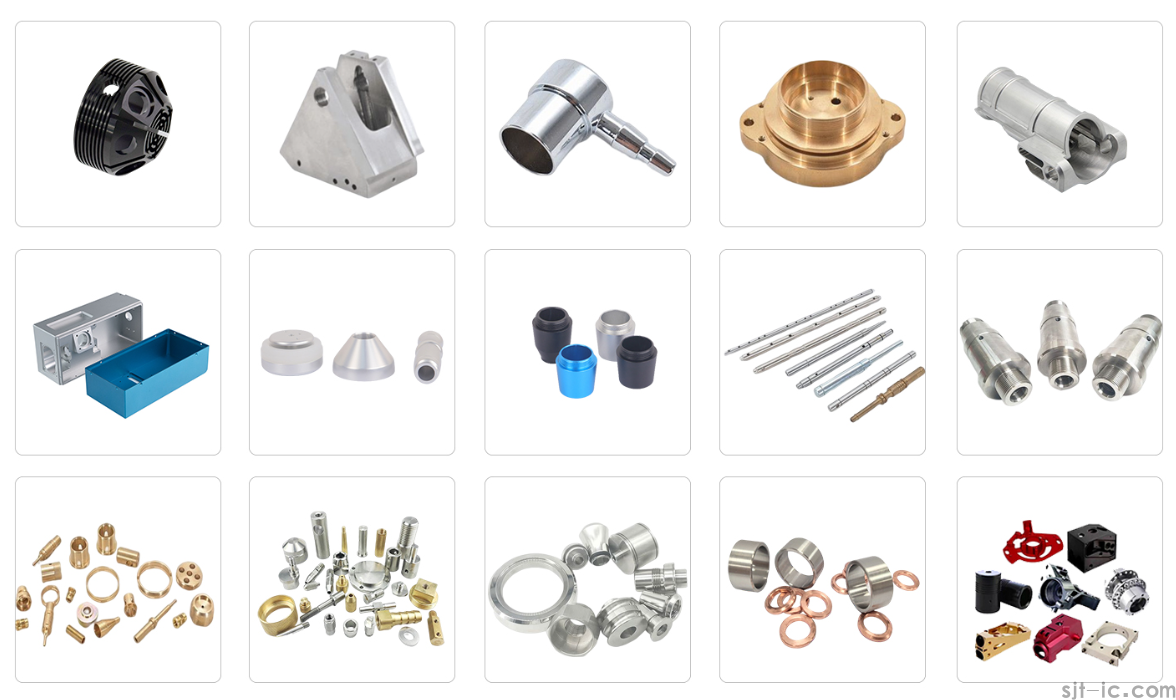
❓ Czym dokładnie jest "Obróbka CNC akcesoriów kuchennych" - a co nie? Oto, co to właściwie oznacza Kiedy dostawca mówi, że "akcesoria do przyborów kuchennych do maszyn CNC", mówi o użyciu sterowanych komputerowo narzędzi skrawających - frezarek, tokarek, wierteł - do rzeźbienia pełnych bloków lub prętów materiału w gotowe elementy. Pomyśl o uchwytach, zawiasach, wspornikach, korpusach zaworów, uchwytach ostrzy, precyzyjnych okuciach i gwintowanych wkładkach do urządzeń.
Proces zasadniczo różni się od tłoczenia, odlewania lub kucia. Te metody kształtują materiał luzem. Obróbka CNC usuwa materiał z submilimetrową precyzją. Dobrze zaprogramowana 5-osiowa maszyna może osiągnąć tolerancje 0,01 mm lub mniejsze - co w praktyce oznacza mocowanie ostrza blendera, które obraca się z prędkością 15 000 obr. / min bez chybotania.
Oto, czym nie jest teraz, konieczne sprawdzenie rzeczywistości. Obróbka CNC nie jest uniwersalnym rozwiązaniem dla źle zaprojektowanych części. Jeśli twoja geometria ma głębokie podcięcia, absurdalnie cienkie ścianki lub specyfikacje gwintów, które nie mają sensu mechanicznego, żadne czary CNC nie mogą cię uratować. Poprosiłem inżynierów, aby przysłali mi rysunki, w których chcieli ścian 0,3 mm na uchwycie ze stali nierdzewnej o długości 200 mm. Maszyna może teoretycznie spróbować; fizyka powie inaczej.
Ponadto: nie każdy element kuchenny wymaga obróbki CNC. Prosty wspornik z tłoczeniem, który utrzymuje półkę? Stemplowanie jest w porządku. Ale kiedy potrzebujesz precyzyjnego dopasowania między ruchomymi częściami lub powierzchniami mającymi kontakt z żywnością, które muszą spełniać normy higieny, obróbka CNC staje się znacznie bardziej strategicznym wyborem.
Jak wybór materiałów powoduje lub psuje projekty przyborów kuchennych CNC Stal nierdzewna (304 / 316): Przemysłowy koń pociągowy - z kompromisami W przypadku komponentów kuchennych mających kontakt z żywnością dominują austenityczne stale nierdzewne. Klasa 304 zapewnia doskonałą odporność na korozję i jest szeroko stosowana do uchwytów, wsporników i konstrukcyjnych części kuchennych. Klasa 316 dodaje molibden, aby zapewnić doskonałą odporność na chlorki - ważne, jeśli Twoje produkty przechodzą agresywne cykle zmywarek lub dezynfekcji przemysłowej.
Ale oto coś, co chciałbym, aby więcej kupujących zrozumiało: stal nierdzewna jest znacznie trudniejsza na narzędziach skrawających niż aluminium, często o współczynnik 1,8 lub więcej w kosztach obróbki. To nie czyni go złym wyborem - to czyni go celowym. Jeśli Twój produkt naprawdę potrzebuje tej odporności na korozję i wytrzymałości, zapłać za to. Jeśli obrabiasz czysto dekoracyjny element wnętrza, który nigdy nie dotyka żywności ani wilgoci, możesz marginalizować.
Stopy aluminium: gdy lekkość ma większe znaczenie niż myślisz Aluminium (6061, 7075) jest coraz bardziej popularne w akcesoriach kuchennych, w których naprawdę pożądana jest redukcja wagi - wysokiej jakości uchwyty naczyń kuchennych, odłączane nasadki miksera, obudowy urządzeń przenośnych. Jest około 65% lżejszy od stali nierdzewnej, a maszyny znacznie szybsze.
Minusem jest to, że aluminium łatwiej rysuje się, a w środowiskach spożywczych zwykle wymaga anodowania lub innej obróbki powierzchni w celu zapewnienia trwałości. Uwzględnij to z góry w budżecie obróbki końcowej - zwłaszcza jeśli dostawca nie oferuje usług wykończeniowych we własnym zakresie.
Tytan: materiał "Flex" (który może być tego wart) Tytan pojawia się częściej w wysokiej klasy naczyniach kuchennych - luksusowych zestawach sztućców, rzemieślniczych stojakach na kawę, ultralekkich naczyniach kempingowych. Tytan jest odporny na korozję, biokompatybilny i ma wyjątkową estetykę. Jest też boleśnie powolny w obróbce i drogi.
W przypadku większości komercyjnych projektów kuchennych tytan to przesada. Ale w przypadku linii produktów premium, w których historia materiału ma znaczenie dla pozycjonowania marki - a klienci zapłacą premię - może to być uzasadniona wartość dodana. Tylko nie oczekuj, że podana cena będzie wyglądać jak stal nierdzewna.
Co tak naprawdę napędza koszty obróbki CNC części kuchennych? To nie tylko "Jak duża jest część" Widzę, że ludzie zajmujący się zaopatrzeniem skupiają się na wielkości części i całkowicie pomijają to, co faktycznie zawyża cytaty. Największym czynnikiem kosztowym w obróbce CNC jest prawie zawsze czas obróbki - który może stanowić 50-70% całkowitego kosztu części. - A czas obróbki nie dotyczy tylko tego, jak duża jest część. Chodzi o:
Złożoność geometrii: głębokie kieszenie, cienkie ścianki, gwinty wewnętrzne i wiele konfiguracji znacznie wydłużają czas cyklu.
Wymagania dotyczące tolerancji: przejście z 0,1 mm na 0,01 mm może podwoić lub potroić koszty, ponieważ teraz maszyna musi zwolnić, wykonać wiele przejść wykańczających, a operator musi częściej sprawdzać.
Obrabialność materiału: stal nierdzewna działa wolniej niż aluminium; tytan działa wolniej niż stal nierdzewna.-
Ilość partii Sweet Spot Nikt o tym nie mówi Oto sprzeczna z intuicją rzeczywistość: zamówienie 500 sztuk może czasami być bardziej opłacalne na jednostkę niż zamówienie 50. Dlaczego? Ponieważ koszty programowania, konfiguracji i mocowania rozkładają się na więcej części. W EMAR odkryliśmy, że partie o wielkości powyżej 200-300 sztuk zazwyczaj zaczynają odblokowywać znaczące ulepszenia kosztów jednostkowych akcesoriów kuchennych.
Powinienem wspomnieć, że ta logika ma swoje granice. Zamów 50 000 sztuk, a zamiast tego możesz przyjrzeć się odlewaniu ciśnieniowemu lub formowaniu wtryskowemu metalu. Obróbka CNC ma swoje ulubione miejsce - wysoka precyzja, małe i średnie nakłady. Wpychanie go na terytorium masowej produkcji czasami nie ma sensu ekonomicznego, chociaż każdy projekt jest inny.

Wykańczanie powierzchni: ukryta różnica między "czystym" a "zgodnym" Dlaczego wartości Ra faktycznie mają znaczenie w zastosowaniach spożywczych Chropowatość powierzchni Ra 0,8 μm lub lepsza to nie tylko wygląd premium - ma to bezpośredni wpływ na czyszczenie i odporność na bakterie. Standardy urządzeń do przetwarzania żywności coraz częściej wymagają powierzchni, które nie zawierają zanieczyszczeń w mikroszczelinach.
Typowe opcje wykańczania części CNC do naczyń kuchennych obejmują:
Elektropolerowanie: usuwa mikroskopijną warstwę materiału powierzchniowego, pozostawiając ultragładką, pasywowaną powierzchnię idealną do kontaktu z żywnością
Śrutowanie kulkami: tworzy jednolite matowe wykończenie, idealne do estetycznych uchwytów i powierzchni zewnętrznych
Anodowanie (do aluminium): dodaje trwałą, odporną na korozję warstwę tlenku
Polerowanie na lustrze: zwykle zarezerwowane dla widocznych, dekoracyjnych powierzchni, w których liczy się doskonały wygląd
Jedna rzecz, która gryzie projekty: wykańczanie poza zakładem Jeśli Twój dostawca CNC wysyła części do zewnętrznego finiszera, właśnie dodałeś czas tranzytu, ryzyko obsługi i złożoność koordynacji. EMAR zajmuje się wykańczaniem we własnym zakresie, co usuwa co najmniej jeden logistyczny ból głowy z łańcucha dostaw. Widziałem projekty opóźnione o tygodnie, ponieważ dostawa obrabianych części została zarysowana podczas transportu do zewnętrznej polerki. To jeden z tych nudnych szczegółów logistycznych, o których nikt nie chce myśleć, dopóki nie zrujnuje harmonogramu dostaw.
Jak zweryfikować dostawcę CNC pod kątem przyborów kuchennych - bez BurnedCertifications to nie tylko dekoracje ścienne ISO 9001 to stawki stołowe do zarządzania jakością. W przypadku komponentów mających kontakt z żywnością możesz również zapytać o zgodność NSF / ANSI 51 (dla materiałów wyposażenia żywności) i ISO 14001 w zakresie zarządzania środowiskiem.-
Ale tutaj rzeczywistość nie zawsze pasuje do papieru. Przeszedłem przez fabryki z imponującymi ścianami certyfikacyjnymi i zepsutym sprzętem. Twoja rzeczywista praca podczas weryfikacji dostawców nie polega na zaznaczaniu pól - to określenie, czy te systemy jakości rzeczywiście działają.
Pytanie kontrolne, które musisz zadać Zapytaj potencjalnego dostawcę: "Czy masz własną maszynę pomiarową CMM (współrzędnościową) i jaka jest częstotliwość pobierania próbek kontrolnych?"
Jeśli zlecają kontrolę laboratorium innej firmy, nie jest to automatycznie dyskwalifikujące - ale warto zauważyć, że prawdopodobnie wydłuży to czas realizacji i złożoność. Jeśli nie potrafią jasno określić swojego procesu PIERWSZEJ KONTROLI ARTYKUŁU (FAI), jest to prawdziwy problem.-
Sygnały ostrzegawcze Nauczyłem się trudnych cytatów, które wracają za 10 minut. Właściwa wycena wymaga przeglądania plików CAD, oceny możliwości produkcyjnych, szacowania czasów cykli i planowania ścieżek narzędzi. Szybkie cytaty często oznaczają, że tak naprawdę nie patrzyli na twój projekt.
Brak opinii DFM. Kompetentny partner CNC powinien odeprzeć sugestie dotyczące projektowania pod kątem możliwości produkcyjnych. Jeśli po prostu mówią "tak" na wszystko, albo nie przeglądają twoich plików, albo nie dbają o to, czy twoje części rzeczywiście działają.-
Niejasne certyfikaty materiałowe. "Używamy stali nierdzewnej 304" to za mało. Zapytaj o świadectwa testów młynów lub dokumentację identyfikowalności materiałów - szczególnie w przypadku zastosowań mających kontakt z żywnością.-
♻️ Zrównoważony rozwój w obróbce CNC: łańcuchy dostaw przyborów kuchennych zmieniające cichy trend Treści z recyklingu stają się konkurencyjne RequirementSustainability może wydawać się drugorzędnym problemem, gdy zmagasz się ze specyfikacjami tolerancji i terminami dostaw, ale jest to coraz ważniejsze - zwłaszcza w przypadku marek przyborów kuchennych sprzedających na rynkach europejskich z surowe przepisy dotyczące ochrony środowiska. Wielu dostawców CNC oferuje obecnie stal nierdzewną i stopy aluminium pochodzące z recyklingu.-1-
Podejście EMAR polegało na pozyskiwaniu metali pochodzących z recyklingu tam, gdzie pozwalają na to specyfikacje, przy jednoczesnym zachowaniu pełnej identyfikowalności, aby nasi klienci dokładnie wiedzieli, co znajduje się w ich produktach. To nie tylko dobre samopoczucie marki; Na przykład aluminium z recyklingu wymaga około 95% mniej energii niż materiał pierwotny. Oszczędności energii czasami przekładają się na niewielkie korzyści w zakresie kosztów materiałów, chociaż dostępność różni się w zależności od regionu i gatunku stopu.
Recykling wiórów i systemy chłodziwa w obiegu zamkniętym Szczegół, który często zaskakuje kupujących: obróbka CNC powoduje powstawanie znacznych odpadów metalowych - wiórów, opiłków i złomu. Odpowiedzialni producenci inwestują w systemy recyklingu chipów i filtrację chłodziwa w obiegu zamkniętym, aby zminimalizować wpływ na środowisko. To jeden z tych czynników, które odróżniają sklepy towarowe od poważnych partnerów produkcyjnych i warto o to zapytać podczas oceny dostawców.
Uzasadnienie biznesowe dla niestandardowych akcesoriów kuchennych CNCGdy gotowe części stają się odpowiedzialnościąStandardowe komponenty katalogu działają dobrze - dopóki tego nie zrobią. Kiedy budujesz linię urządzeń premium, uchwyty do ciastek i ogólne wsporniki montażowe sprawiają, że Twój produkt wygląda jak wszystkie inne. Niestandardowe akcesoria kuchenne obrabiane CNC dają projektantom produktów precyzyjną kontrolę nad formą, funkcją i wykończeniem. To zróżnicowanie może bezpośrednio wpłynąć na atrakcyjność półki i ceny detaliczne.
Bardziej praktycznie, obróbka niestandardowa pozwala zoptymalizować wydajność montażu. Wspornik, który jest obrabiany tak, aby pasował zatrzaskowo z sąsiednimi komponentami, może skrócić czas montażu o minuty na jednostkę - co w ciągu produkcji 10 000 sztuk daje realne pieniądze.
Zalety prototypowania: Fail Fast, Fail CheapJedną z niedocenianych zalet obróbki CNC jest szybkie prototypowanie. Możesz uzyskać funkcjonalne prototypy metalowe w ciągu 5-7 dni roboczych, przetestować je w rzeczywistych środowiskach kuchennych, powtórzyć projekt w oparciu o rzeczywiste informacje zwrotne i dopiero wtedy zobowiązać się do wielkości produkcji.
Porównaj to z procesami zależnymi od oprzyrządowania: wydajesz tysiące na formę, czekasz tygodniami, odkrywasz wadę projektową, wydajesz więcej tysięcy na modyfikacje formy, czekasz więcej tygodni. Prototypowanie CNC pozwala uniknąć tej spirali śmierci. Dla zespołów zajmujących się rozwojem produktu sama ta przewaga szybkości może uzasadniać podejście do obróbki w fazie przedprodukcyjnej.
Co powinieneś zrobić dalej? Jeśli zaopatrujesz się w akcesoria kuchenne i zastanawiasz się, czy obróbka CNC jest odpowiednia dla Twoich komponentów, oto praktyczny następny krok:
Wyślij swoje pliki CAD lub rysunki techniczne do zespołu inżynierów EMAR. Zapewniamy:
Bezpłatna informacja zwrotna DFM (projekt pod kątem możliwości produkcyjnych) w ciągu 24 godzin
Wyjaśnij podział kosztów, aby dokładnie zrozumieć, co wpływa na ustalanie cen
Wskazówki dotyczące wyboru materiałów na podstawie rzeczywistych wymagań aplikacji, a nie tylko tego, co jest najtańsze w obróbce
Wewnętrzne wykończenie w celu wyeliminowania złożoności łańcucha dostaw
Nie oczekujemy, że każde zapytanie przekształci się w zamówienie - nie tak działają relacje B2B. Ale nawet jeśli chcesz tylko drugiej opinii na temat swojego projektu przed skontaktowaniem się z wieloma dostawcami, z przyjemnością pomożemy.
Skontaktuj się z EMAR:
Tel.: + 86 18664342076
E-mail: sales8@sjt-ic.com










