English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

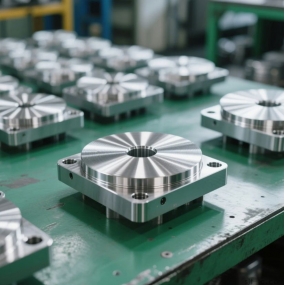
Precyzyjna kontrola w obróbce CNC aluminiowych tub soczewek
Jeśli chodzi o precyzję, aluminium jest w rzeczywistości dość "łatwe w obróbce"! Zwłaszcza stop aluminium 6061 - obróbka jest niezwykle płynna, z tolerancjami, które można stabilnie kontrolować w granicach 0,01 mm, a wióry pękają czysto bez przyklejania się do narzędzia. Ale jeśli używasz stopu 7075, musisz być ostrożny: ma wysoką wytrzymałość, ale jest podatny na odpryski narzędzi, więc musisz zmniejszyć prędkość obróbki. Z punktu widzenia redaktora kluczowe jest kontrolowanie prędkości obrotowej wrzeciona i chłodzenia; w przeciwnym razie rozszerzanie i kurczenie termiczne w jednej chwili zrujnuje twoją precyzję!

Techniki obróbki powierzchni aluminiowych beczek soczewek
Aluminiowe tuby soczewek często po obróbce "wyglądają na ciemne" - nie dlatego, że są "w złym humorze", ale z powodu przebarwień oksydacyjnych! Głównymi przyczynami są zepsuty płyn obróbkowy lub wilgotne środowisko, które mogą powodować plamy na powierzchni. W takich przypadkach należy regularnie wymieniać płyn obróbkowy lub bezpośrednio nakładać powłokę anodowaną. Oto wskazówka: aluminium 6061 ma doskonałe działanie anodujące, a 7075 wymaga dodatkowej powłoki antykorozyjnej - w przeciwnym razie nie wytrzyma długotrwałego użytkowania.
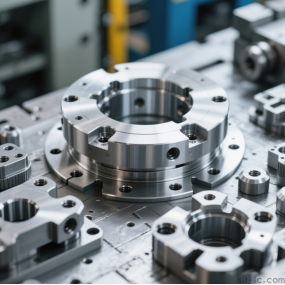
Zalecany wybór narzędzi CNC do aluminiowych osłon obiektywów
"Robotnik musi najpierw naostrzyć swoje narzędzia, jeśli ma dobrze wykonywać swoją pracę!" Wybór narzędzia zależy od materiału: zwykłe aluminium można obrabiać narzędziami z węglików spiekanych, ale w przypadku twardych materiałów, takich jak 7075, najlepiej jest używać frezów wielowalcowych z otworami chłodzącymi - poradzą sobie z głębokim frezowaniem szczelin przy jednoczesnym obniżeniu temperatury. Nie zapomnij też monitorować zużycia narzędzi; w przeciwnym razie, jeśli narzędzie pęknie w połowie obróbki... naprawdę zostaniesz w bezradnej sytuacji!
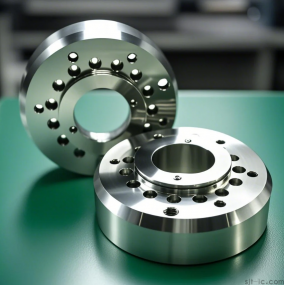
Etapy anodowania aluminiowych beczek soczewek
Anodowanie to nie tylko zwykłe "namaczanie"! Proces wymaga najpierw odtłuszczenia, następnie spłukania, a następnie utleniania elektrolitycznego - należy dokładnie kontrolować gęstość prądu i czas utleniania, w przeciwnym razie pojawią się czarne plamy i zrujnują cały proces. Po utlenieniu uszczelnienie porów może jeszcze bardziej poprawić odporność na korozję. Z osobistego doświadczenia redaktora wynika, że aluminium 6061 po anodowaniu zapewnia jednolitą powierzchnię, dzięki czemu nadaje się do luf obiektywów wymagających estetycznego wykończenia.
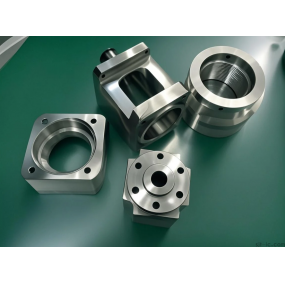
Precyzyjne metody obróbki aluminiowych tubus soczewek
Chcesz wysokiej precyzji? Musisz zintegrować środowisko, maszyny i materiały! constant-temperature warsztat i szybka maszyna CNC to podstawa. Na przykład, chociaż aluminium 7075 jest twarde, jest podatne na odkształcenia naprężeniowe - dlatego zaleca się obróbkę w stanie obróbki cieplnej T6. Nie zapomnij też użyć sondy do pomiarów i kompensacji błędów w czasie rzeczywistym: w końcu nawet niewielkie odchylenie w tubusach obiektywu może zrzucić całą ścieżkę optyczną!
Osobiste spostrzeżenia:
Obróbka aluminiowych tub obiektywów nie jest zbyt trudna, ale sukces tkwi w szczegółach! Jeśli chodzi o wybór materiału, 6061 zapewnia doskonałą ogólną opłacalność, podczas gdy 7075 ma wyższą wytrzymałość, ale jest trudniejszy w obróbce. W przypadku obróbki powierzchni konieczne jest zapobieganie utlenianiu. A narzędzia muszą odpowiadać właściwościom materiału... Co najważniejsze, cierpliwie testuj i nie spiesz się z prędkością. Mam nadzieję, że te wskazówki Ci pomogą - do roboty!
Czy chcesz, abym udoskonalił tłumaczenie określonych terminów technicznych (takich jak dostosowanie wyrażeń dla "obróbki cieplnej T6" lub "narzędzi z węglików spiekanych", aby lepiej dostosować je do międzynarodowych norm obróbki skrawaniem) lub wygenerował dwujęzyczny glosariusz terminów obróbki rdzenia aluminiowego tubusu obiektywu?