English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

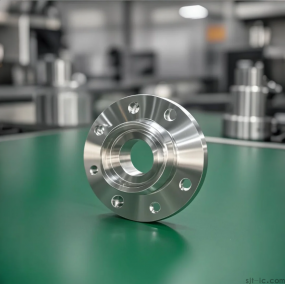
Olá a todos! Hoje, vamos falar sobre assuntos relacionados à usinagem e vendas de engrenagens sem-fim CNC ~ Muitas pessoas se sentem preocupadas ao procurar fornecedores: qual fabricante é realmente bom na usinagem CNC de engrenagens sem-fim? E quais detalhes devem ser prestados atenção na usinagem de engrenagens sem-fim de módulo pequeno? Não se preocupe, vamos dividi-lo passo a passo!

1. O que torna uma engrenagem sem-fim de módulo "pequeno" "pequena"?
Engrenagens sem fim de módulo pequeno geralmente se referem a componentes de precisão com um módulo inferior a 1 mm. Eles são frequentemente usados em sistemas de microtransmissão, como dispositivos médicos, gimbais UAV e instrumentos de precisão. Suas principais características são requisitos de alta precisão (as tolerâncias são geralmente controladas dentro de 0,02 mm) e alta complexidade do perfil do dente. Máquinas-ferramentas comuns mal são capazes de usiná-los; equipamento CNC de alta precisão é obrigatório.
Por que a usinagem de engrenagens sem-fim de módulo pequeno é difícil?
- Desgaste da ferramenta: As ranhuras dos dentes das engrenagens sem fim de módulo pequeno são estreitas, portanto, as ferramentas precisam ser feitas de materiais mais resistentes ao desgaste (como metal duro ou ferramentas revestidas). Caso contrário, mudanças frequentes de ferramentas afetarão a eficiência.
- Dificuldade em controlar a deformação térmica: Mesmo pequenas mudanças de temperatura durante o processo de corte podem causar desvios dimensionais, especialmente para materiais como aço inoxidável ou cobre.
- Altos requisitos de inspeção: projetores ópticos ou máquinas de medição por coordenadas (CMMs) são necessários para verificar o perfil dentário e o chumbo; é quase impossível julgar os erros a olho nu.
2. Pontos técnicos principais para usinagem CNC de engrenagens sem-fim de módulo pequeno
Para usinar com sucesso engrenagens sem-fim de pequenos módulos, esses aspectos técnicos devem ser dominados! Na minha opinião, a otimização do caminho da ferramenta e os métodos de resfriamento são os mais facilmente negligenciados ~
1. SeleĂ § ĂŁo de Ferramentas e FixaĂ § ĂŁo da PeĂ § a
- Material da ferramenta: Priorize ferramentas de metal duro ou CBN (nitreto de boro cúbico), pois oferecem melhor resistência ao desgaste e estabilidade térmica. Para torneamento áspero, use ferramentas com um ângulo de inclinação positivo para reduzir a força de corte; para torneamento do acabamento, use ferramentas com ângulo de inclinação zero para garantir o acabamento da superfície.
- Método de fixação: Recomenda-se o uso do método "um mandril e um centro" ou pinças de mola para evitar a vibração da peça que pode causar deflexão da ferramenta.
2. Programação e definição de parâmetros
- Parâmetros de corte: Para engrenagens sem fim de módulo pequeno, recomenda-se que a velocidade de corte seja controlada entre 80-120m / min, a taxa de avanço entre 0.05-00,1 mm / rev e a profundidade de corte deve ser a menor possível (geralmente 0.1-00,3 mm).
- Instruções do programa: Faça uso extensivo das instruções do ciclo composto G76 para indexação automática de ferramentas, o que reduz os erros causados por intervenção manual.
3. Controle de Qualidade e InspeĂ § ĂŁo
- Medição da espessura do dente: Verifique regularmente a espessura do dente com um micrômetro de engrenagem ou instrumento óptico para evitar a sucata em lote de peças de trabalho.
- Tratamento de superfície: Após o acabamento do torneamento, processos adicionais de polimento ou lapidação podem ser adicionados para reduzir o valor de Ra da rugosidade da superfície (segmentação abaixo de 0,8 µm).
❓ 3. FAQ: Perguntas e respostas comuns
P: O que os iniciantes devem priorizar ao escolher uma fábrica de usinagem?
R: Na minha opinião, a precisão do equipamento e a experiência em projetos são mais importantes do que o preço! Muitas pequenas fábricas modificam tornos comuns em máquinas CNC, que simplesmente não conseguem atender à precisão necessária. Certifique-se de verificar se o fabricante possui equipamentos como máquinas CNC de 5 eixos e tornos do tipo suíço e peça amostras de engrenagens sem fim de pequeno módulo que eles produziram no passado.
P: O que é mais difícil de usinar: engrenagens sem-fim de aço inoxidável ou engrenagens sem-fim de cobre?
R: Os de aço inoxidável são mais duros! O aço inoxidável tem alta tenacidade e baixa condutividade térmica, tornando-o propenso à adesão da ferramenta e ao endurecimento do trabalho. Durante a usinagem, ferramentas afiadas devem ser usadas e o resfriamento deve ser aprimorado (fluidos de corte à base de óleo são recomendados). O cobre, por outro lado, tem boa usinabilidade, mas é fácil de arranhar, portanto, deve-se prestar atenção à proteção da superfície.
Exclusive Insight: Tendências Futuras de Engrenagens Worm de Módulo Pequeno
Com o boom de microrobôs e dispositivos AR, a demanda por engrenagens sem-fim de módulo pequeno crescerá cada vez mais! No entanto, os métodos tradicionais de usinagem podem ser substituídos por "impressão 3D + acabamento CNC" - primeiro imprima a engrenagem sem-fim em branco e, em seguida, use CNC para usinagem de precisão do perfil do dente. Este método pode economizar 30% dos custos de material. No entanto, a usinagem CNC continua sendo o principal por enquanto. Recomenda-se que os fabricantes estocem ferramentas de pequeno diâmetro e sondas de alta precisão para estabelecer as bases para entrar no mercado de ultra-precisão com antecedência!
Por fim, um lembrete: ao procurar um fornecedor, certifique-se de fazer um pedido de protótipo para teste. Não se concentre apenas em certificados e cotações! Espero que este artigo o ajude. Sinta-se à vontade para deixar uma mensagem se tiver alguma dúvida ~