English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

I dagens snabba tillverkningslandskap kräver företag alltmer högkvalitativa precisionsdelar utan att åta sig stora produktionskörningar. Oavsett om du behöver funktionella prototyper, pilotkörningar för marknadsvalidering, anpassade komponenter för nischapplikationer eller reservdelar på begäran, faller traditionella massproduktionsmetoder ofta på grund av höga verktygskostnader, långa ledtider och oflexibla minsta orderkvantiteter.
CNC-produktion i små satser löser dessa utmaningar genom att kombinera precisionen och repeterbarheten hos numerisk datorbearbetning med smidigheten i tillverkning med låg volym. På EMAR är vi specialiserade på att leverera anpassade CNC-bearbetningstjänster i små satser som hjälper ingenjörer, produktdesigners och upphandlingsteam att påskynda time-to-market, minska lagerrisker och upprätthålla exceptionell kvalitet över körningar från enstaka prototyper till flera tusen delar.
Den här omfattande guiden extraherar de mest värdefulla insikterna från branschens bästa praxis, som täcker allt från processer och material till kostnadsoptimering, design för tillverkningsbarhet (DFM), kvalitetssäkring och hur du väljer rätt CNC-partner för dina projekt med låg volym.

Vad är CNC Small Batch Production? CNC Small batch-produktion hänvisar till användningen av datorstyrd bearbetningsutrustning - som fräsmaskiner, svarvar, borrar och EDM-system - för att tillverka begränsade mängder delar, vanligtvis från 1 till 5 000 enheter. Till skillnad från formsprutning eller formgjutning, som kräver dyra formar och höga investeringar i förväg, fungerar CNC-bearbetning i små satser direkt från digitala CAD-filer, vilket eliminerar behovet av fysiskt verktyg.
Denna "digital-till-produkt" -modell förvandlar tillverkningen från en kapitalintensiv, långcykelprognosmodell till en smidig kapacitet på begäran. Viktiga egenskaper inkluderar:
Noll initiala kostnadsbegränsningar - Ingen mögelutveckling; produktionen börjar med en 3D-ritning.
Obegränsad designfrihet - Komplexa geometrier, 5-axliga konturer och designförändringar i sena skeden är enkla och billiga.
On-demand försörjningskedja - Delar produceras endast vid behov, vilket minskar lager och avfall.
Typiska utgångsområden varierar beroende på applikation:
FoU och prototyper: 1-50 enheter
Pilotproduktion och marknadstestning: 200-500 enheter
Reservdelar och äldre utbyten: 50-100 enheter
Kundanpassade produkter: upp till 2 000 + enheter
På EMAR stöder vi rutinmässigt beställningar från ett stycke till flera hundra, utan minsta kvantitetsbegränsningar.
Viktiga fördelar med CNC Small Batch-produktion Antagande av CNC-bearbetning i små satser erbjuder tydliga fördelar jämfört med både traditionell massproduktion och andra metoder med låg volym som 3D-utskrift eller vakuumformning.
1. Kostnadseffektivitet utan verktygsinvesteringEftersom CNC-bearbetning kräver inga formar, matriser eller anpassade armaturer (för de flesta delar) är investeringarna i förväg dramatiskt lägre än formsprutning. Kostnadsstrukturen består huvudsakligen av programmering, installation och bearbetningstid, som skalas förutsägbart med delens komplexitet och kvantitet. För körningar under 500-1000 enheter är CNC nästan alltid mer ekonomiskt än formning.
2. Snabbare Turnaround och kortare Lead TimesCNC-maskiner arbetar från digitala filer med minimal manuell intervention. När CAM-programmet har verifierats kan produktionen börja omedelbart. Typiska ledtider på EMAR sträcker sig från 5 till 10 arbetsdagar för standardbeställningar, med snabba tjänster tillgängliga för brådskande behov. Denna hastighet möjliggör snabb iteration och snabbare produktlanseringar.
3. Hög precision och Batch-to-Batch-överensstämmelseModern CNC-utrustning håller toleranser så snäva som 0,01 mm (0,0004 in) eller bättre. Avancerad programvara och maskinundersökning säkerställer att varje del i en sats matchar den första artikeln identiskt. Denna repeterbarhet är avgörande för industrier som flyg, medicintekniska produkter och fordonsindustrin där konsekvens direkt påverkar säkerhet och prestanda.
4. Design flexibilitet och massa anpassningTill skillnad från hårt verktyg som låser en design, tillåter CNC-bearbetning ändringar helt enkelt genom att redigera CAD-filen och regenerera verktygsbanor. Detta är ovärderligt under produktutveckling, vilket gör det möjligt för ingenjörer att testa flera iterationer, justera material eller förfina geometrier utan påföljder. För skräddarsydda produkter - som patientspecifika medicinska implantat eller skräddarsydda konsumentvaror - ger CNC oöverträffad smidighet.
5. Minskade lager- och lagringsbehovOn-demand-produktion innebär att du bara gör det du behöver när du behöver det. Detta magra tillvägagångssätt minimerar lagerkostnader, minskar risken för föråldrat lager och frigör rörelsekapital. Många EMAR-kunder använder våra tjänster för just-in-time (JIT) reservdelar och bryggproduktion samtidigt som de skalas till högre volymer.
6. Lägre arbetskraftskostnader och mänskliga felAutomatiserade CNC-processer kräver minimal operatörsintervention efter installationen. Detta minskar arbetskraftskostnaderna per del och eliminerar variabilitet som införs genom manuell bearbetning. Resultatet är jämn kvalitet och färre defekter.
7. Hållbarhet och avfallsreduceringCNC-bearbetning är subtraktiv, men avancerad häckningsprogramvara och optimerade verktygsbanor maximerar materialutnyttjandet. Chipåtervinningssystem gör att metallspån kan återanvändas. Jämfört med gjutning eller stämpling genererar CNC betydligt mindre skrot, särskilt när man arbetar med dyra legeringar som titan eller Inconel.

Vanliga CNC-bearbetningsprocesser för tillverkning av små batchBeroende på delgeometri, material och precisionskrav används olika CNC-processer. EMAR erbjuder ett komplett utbud av funktioner, som ofta kombinerar flera processer i en enda installation med fleraxliga eller kvarnsvängningsmaskiner.
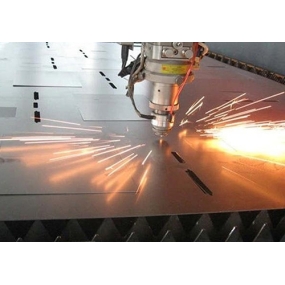
ProcessDescriptionBest för CNC-svarvning Svarvprocess; arbetsstycke roterar medan ett skärverktyg tar bort material längs diametern. Axisymmetriska delar: axlar, fästelement, kamaxlar, anpassade kärl. CNC-fräsning Roterande skärverktyg tar bort material från ett stationärt arbetsstycke; 3, 4 eller 5 axlar. Komplexa geometrier: kugghjul, kapslingar, ortopediska implantat, fästen. CNC Borrning och tappning Borrbitar skapar cylindriska hål; kranar lägger till trådar. Precisionshål, gängade funktioner i vilken del som helst. Sänkare EDMSpark-erosion i dielektrisk vätska; använder formad elektrod. Hårda metaller, komplexa håligheter, formsprutningsdetaljer. Trådmatad trådelektrod skär genom ledande material. Precisionskonturer i hårda metaller, matriser och verktyg. Ytslipning Sliphjul tar bort små mängder material. Fin ytfinish (Ra 0,4 μm), tät planhetstolerans. Mill-Turn (multi-axel) Kombinerar svarvning och fräsning i en med båda och manuell omspänning.
Material och ytfinish tillgängliga EMAR upprätthåller ett brett lager av metaller och konstruktionsplaster, vilket möjliggör snabb materialköp utan att köpa hela stänger eller ark.
MetallerMaterialViktiga egenskaperTypiska ApplicationsAluminumLightweight, korrosionsbeständiga med hög hållfasthet, utmärkta machinabilityAerospace, elektronik, fordonsindustrin, konsumentvarorRostfritt stålHög hållfasthet, korrosionsbeständighet, estetisk överklagandeMedicinsk, livsmedelsbearbetning, marin, kemisk utrustningMässingMjuk, lätt att bearbeta, bra conductivityPlumbing rördelar, elektriska terminaler, kugghjul, dekorativa delarMjukt stål Lågt kol (0,05-0,20%), vanligaste och enklaste stål till maskinenStrukturdelar, rörledningar, maskinkomponenterLegeringsstål Förbättrad hårdhet, hållfasthet, slitstyrka (Ni, Cr, Mo-tillägg) Fordon, skena, gruvdrift, konstruktionVerktygstål Högt kol + legeringselement (W, V, Cr); hög hårdhet, termisk stabilitetBorrmaskiner, matriser, bromsar, toolsPlasticsMaterialKey egenskaper Typiska ApplicationsABSTough, kemisk / termisk stabilitet, blank yta Fordonshus, elektroniska hus, leksaker, hjälmarNylon (PA) Hög mekanisk håll , blixtlås, bucklesPolycarbonate (PC) Transparent, hög slaghållfasthet, flamresistent Säkerhetsskydd, vindrutor, elektroniska höljen, ögonkläderHDPELL smältpunkt, hög hållfasthet till vikt, återvinningsbar Förpackning, sportartiklar, medicinsk equipmentPEEKExceptional styrka vid höga temperaturer (250C), kemisk motståndPumpkomponenter, bussningar, medicinska implantat, elektriska anslutningarYtverktygsmärken FinishesFinishDescriptionBenefitsAs-MachinedMinor; Ra 0,2-3,2 ^ Lägsta kostnad, bevarar snäva toleranserPärlblästringGlas / pärlmediaskinn yta för att ta bort märkenEnhetlig matt / satinfinish, förbättrar estetikAnodisering (typ III Hardcoat) Elektrokemisk oxidskikt på aluminiumKorrosions- / nötningsbeständighet, lägger till tjocklek, färgalternativPulverapplicering CoatingElectrostatic av färg, sedan härdningHållbar, korrosionsbeständig, olika färger / glans levelsSandblastingHigh-pressure slipmedel skapar enhetlig matt struktur Förbättrar grepp och appearancePolishingMechanical / kemisk sak för att jämna ut ytbehandlingDekorativa delar, låg friktion och upphandlingsbeslut.
HuvudkostnadskomponenterMaterial - Kan stå för 40-60% av den totala kostnaden för premiumlegeringar. Användning av lätt tillgängliga lagerstorlekar och optimering av häckning minskar avfallet med 15-20%.
Bearbetningstid - Vanligtvis 30-50% av kostnaden. Komplexa 5-axliga delar kan kräva 6-8 timmars programmering och längre cykeltider.
Installation och programmering - Fasta kostnader amorterade över batchkvantitet. Högre kvantitet sänker kostnaden per enhet.
Verktyg och fixering - Standardverktyg kan återanvändas; anpassade armaturer lägger till kostnad.
Sekundära operationer - Anodisering, värmebehandling eller beläggning tillsätter 10-25%.
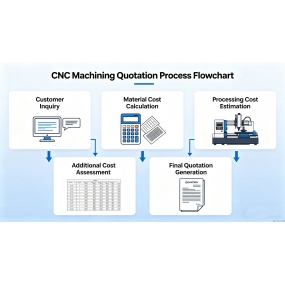
Prissättningsmodell Exempel En vanlig formel: Total kostnad = (Materialkostnad) + (Maskintimmar timpris) + (Programmeringstid) + (Efterbehandlingskostnad)
Till exempel kan ett enda aluminiumfäste kosta $120, medan 10 enheter kostar $40 vardera och 100 enheter sjunker till $12 vardera - eftersom programmering och installation är spridda över fler delar.
Kostnadsbesparande strategier Förenkla design - Minska onödiga funktioner, standardisera hålstorlekar, undvik djupa håligheter (djup
Välj bearbetningsbara material - Aluminium, mässing och mjukt stål skärs snabbare än titan eller Inconel.
Konsolidera satser - Att producera 50 enheter en gång är billigare än fem beställningar om 10.
Använd standardverktyg - Undvik anpassade radie- eller trådstorlekar som kräver speciella fräsar.
Använd realistiska toleranser - Täta toleranser (0,005 mm) kan fördubbla bearbetningstiden; ange bara där det är funktionellt nödvändigt.
Kombinera delar på en enda armatur - Flerdelad bearbetning ökar genomströmningen med 15-30%.
På EMAR tillhandahåller våra ingenjörer gratis DFM-analys före produktion, vilket identifierar kostnadsbesparande modifieringar utan att kompromissa med delfunktionen.

Riktlinjer för design för tillverkningsbarhet (DFM) Följande DFM-principer säkerställer att ditt CNC-projekt i små satser är effektivt, kostnadseffektivt och felfritt.
Hålighetsdjup Håll håldjupet högst fyra gånger hålbredden. Djupare håligheter kräver specialverktyg och flera pass, vilket ökar tid och kostnad.
Funktionsjustering och symmetri Asymmetriska delar skapar ojämna verktygskrafter, vilket orsakar avböjning och dålig ytfinish. Om möjligt, utforma symmetriska funktioner eller lägg till balanseringselement.
Inre kantarVertikala inre hörn bör ha en radie på minst en tredjedel av hålrumsdjupet. Att använda ett verktyg som är något större än hörnradien möjliggör cirkulära verktygsbanor istället för skarpa vinklar, vilket förbättrar finish och verktygslivslängd.
Undvik tunna väggarVäggar som är tunnare än 1 mm är utsatta för vibrationer och deformation. Lägg till revben eller öka tjockleken där det är möjligt.
Eliminera vassa hörnCNC-verktyg kan inte bearbeta perfekta inre vassa hörn. Lägg till filéer (0,5 mm radie) för att minska spänningskoncentrationer och verktygsslitage.
Realistiska TolerancesOver-tolerancing en del kan öka kostnaderna med 20-30%. Använd endast snäva toleranser (0,01 mm) på kritiska parningsytor, datum eller funktionella gränssnitt.
VerktygstillgänglighetDesigna djupa hål, slitsar och underskärningar så att standardverktygslängder kan nå utan störningar. Om en funktion kräver ett anpassat verktyg för lång räckvidd, överväga att dela upp delen i sammansättningar.
Använd standardmåttSpecificera standardhåldiametrar, gängstorlekar och radier för att undvika anpassade verktyg. Använd till exempel M6-trådar istället för M5.5.
Kompletta 2D-ritningar och 3D-modellerGe detaljerade ritningar med toleranser, ytfinishkrav, materialspecifikationer och värmebehandlingsanteckningar. Ju mer information, desto mer exakt offert och smidigare produktion.
Kvalitetssäkring i CNC-bearbetning med liten sats Även för beställningar med låg volym tillämpar EMAR rigorösa kvalitetsstyrningssystem för att säkerställa att varje del uppfyller specifikationerna.
Inkommande materialinspektionAlla råvaror levereras med certifikat om överensstämmelse (COC). Vi verifierar hårdhet, dimensioner och ytfel före bearbetning.
Första artikelinspektion (FAI) Innan full produktion genomgår den första bearbetade delen en fullständig dimensionell inspektion med CMM (Coordinate Measuring Machine) eller optiska komparatorer. Detta validerar programmet och fixturen.
Mätning i processen och i maskinen Prober monterade på CNC-spindlar mäter automatiskt kritiska funktioner under bearbetningen och justerar verktygsförskjutningar i realtid. Detta förhindrar skrot från verktygsslitage eller termisk drift.
Statistisk processkontroll (SPC) För satser över 50 enheter övervakar vi nyckeldimensioner med jämna mellanrum, vilket säkerställer processstabilitet.
Slutlig inspektion och rapporteringVarje sats får en slutlig inspektionsrapport, inklusive måttdata, materialcertifikat och ytfinishmätningar. Full spårbarhet bibehålls från råvara till färdig del.
CertifieringarISO 9001: 2015 - Baslinje kvalitetsstyrning.
ISO 13485 - Medicinteknisk kvalitet (tillgänglig på begäran).
AS9100 - Aerospace kvalitetssystem (tillgängligt för kvalificerade projekt).
Hur man väljer rätt CNC Partner för Small Batch ProductionAtt välja en leverantör som förstår tillverkning med låg volym är avgörande. Här är vad du ska utvärdera:
Tekniska kapaciteterMaskinsortiment: 3/4/5 fräsning, fräsning, tråd-EDM, ytslipning.
Materialupplevelse: aluminium, rostfritt, titan, teknikplast, PEEK, Inconel.
Maximal delstorlek och toleransfunktioner.
Teknisk support Gratis DFM-analys och optimeringsförslag.
Snabb respons på designförändringar.
Erfarenhet inom din bransch (medicin, flyg, bil, etc.).
Kommunikation och TransparencyQuote inom 24 timmar efter uppladdning av CAD-filer.
Tydlig fördelning av kostnader: material, bearbetning, efterbehandling, frakt.
Produktionsspårning i realtid (MES eller ERP-system).
KvalitetssystemISO 9001 certifiering minimum.
Interna CMM-inspektioner och FAI-rapporter.
Materialcertifieringar och full spårbarhet.
LeveransprestandaStandard ledtider: 5-10 arbetsdagar.
Snabba alternativ tillgängliga (48-timmars vändning för brådskande beställningar).
Prissättning TransparencyInga dolda kostnader. Alla designändringar eller ytterligare krav krävs och godkänns innan du fortsätter.
EMAR uppfyller alla dessa kriterier, med över 20 års erfarenhet av att betjäna kunder i mer än 150 länder. Vårt digitala arbetsflöde - från omedelbar offert till live produktionsuppdateringar - garanterar en sömlös upplevelse.
Branscher och tillämpningar av CNC-MachiningSmall-batch-produktion i små partier betjänar olika sektorer där precision, anpassning och hastighet är av största vikt.
IndustrinTypiska ApplicationsAerospaceTurbine blad, konstruktionsfästen, flygkritiska prototyper, verktygAutomotive & New EnergyEV batterihöljen, upphängningstestdelar, anpassade kontakter, motoraxlarMedicinsk och hälsovårdKirurgiska instrument, ortopediska implantat, anpassade stentar, enhetshusKonsumentelektronikTelefonhöljen, kylflänsar, elektroniska kapslingar, komponentställenIndustriell utrustningMonteringsfästen, anpassade förvaringsställ, ventilkomponenter, pumpdelarEnergi & olja / gasInconel turbinkomponenter, korrosionsbeständiga beslag, prospekteringsverktygStartups & R & DFunktionella prototyper, marknadstestprover, proof-of-concept-modellerFallexempel: En medicinsk startanordning behövde 50 funktionella prototyper av en ny kirurgisk instrumentstent inom tre veckor för klinisk utvärdering. Traditionella leverantörer avvisade antingen den lilla ordern eller citerade orimliga priser. EMAR slutförde DFM-analys på 24 timmar, hämtade rostfritt stål av medicinsk kvalitet från lager och levererade alla 50 precisionsdelar på 10 arbetsdagar - fyra dagar före schemat. Kunden slutförde framgångsrikt kliniska prövningar och
Vanliga frågor (FAQ) Vad anses vara en liten sats i CNC-bearbetning? Vanligtvis 1 till 5 000 enheter. Prototyper (1-50), pilotkörningar (200-500) och anpassade eller reservdelar (50-100) faller alla under produktion i små satser.
Vad är minsta orderkvantitet (MOQ) på EMAR? Vi stöder enstycksproduktion. Det finns ingen MOQ - oavsett om du behöver en prototyp eller flera hundra delar.
Hur lång tid tar CNC-bearbetning i små satser? Standard ledtider är 5-10 arbetsdagar efter designbekräftelse. Snabba tjänster kan minska detta till 48 timmar för brådskande projekt.
Är CNC-bearbetning kostnadseffektiv för små satser jämfört med formsprutning? Ja, för kvantiteter under 500-1000 enheter. Formsprutning kräver dyra formar ($5 000 - $100 000 +), medan CNC inte har någon verktygskostnad. Även vid högre kostnad per enhet är den totala projektkostnaden lägre för små satser.
Kan CNC bearbeta svåra material som titan eller Inconel? Absolut. Med styva fleraxliga maskiner, rätt verktyg och optimerade skärparametrar, bearbetar EMAR rutinmässigt titan, Inconel och andra superlegeringar till 0,01 mm toleranser.
Hur får jag en offert för mitt lilla batchprojekt? Ladda bara upp din 3D CAD-fil (STEP, IGES eller STP) och 2D-ritningar till vår webbplats eller e-post sales8@sjt-ic.com. Vårt teknikteam kommer att tillhandahålla en DFM-analys och detaljerad offert inom 24 timmar.
Är mina designfiler skyddade? Ja. Vi tecknar strikta sekretessavtal (NDA) och lagrar alla filer i krypterade system med åtkomst begränsad till auktoriserad personal.
Vilka ytbehandlingar erbjuder du? Vi tillhandahåller bearbetad, pärlblästring, anodisering (klar och färger), pulverlackering, sandblästring, polering, plätering, svartoxid och värmebehandling.
Erbjuder du materialcertifieringar? Ja, varje sats innehåller materialcertifikat (COC) och fullständiga inspektionsrapporter på begäran.
Kan du hantera designförändringar i mitten av produktionen? Ja. Eftersom inga formar är inblandade uppdateras designändringar helt enkelt i CAD / CAM-filerna. Vi kräver ytterligare arbete och fortsätter med ditt godkännande.
Slutsats: Påskynda din produktutveckling med EMAR: s CNC Small Batch ProductionSmall-batch CNC-bearbetning är inte längre ett nischalternativ - det är en strategisk tillverkningskapacitet som möjliggör snabbare innovation, lägre risk och smalare försörjningskedjor. Oavsett om du är ingenjör som validerar en ny design, en start som lanserar en anpassad produkt eller en OEM som behöver reservdelar på begäran, levererar EMAR precision, hastighet och flexibilitet utan bördan av verktygskostnader eller stora minimibeställningar.
Varför samarbeta med EMAR?
Agility - Ingen MOQ, en enda prototyp till tusentals delar.
Professionalism - Gratis DFM-analys, erfarna ingenjörer, ISO-certifierad kvalitet.
Transparens - Detaljerade offert utan dolda avgifter, produktionsspårning i realtid.
Partnerskap - Vi blir en förlängning av ditt team som stöder dig från koncept till marknad.
Redo att leva upp ditt projekt? Ring oss: + 86 18664342076 E-post: sales8@sjt-ic.com Besök vår hemsida eller ladda upp dina CAD-filer idag för en omedelbar offert och expert DFM-feedback.
Låt oss förvandla dina digitala mönster till högkvalitativa, precisionsbearbetade delar - snabbare och billigare än du trodde var möjligt.