English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

IntroduktionI det moderna tillverkningslandskapet står CNC-svarvdelsbearbetning som hörnstenen i precisionsteknik. Från flygindustrins efterfrågan på toleranser på mikronivå till fordonsindustrins behov av hög volymkonsistens har CNC-svarvcentraler (Computer Numerical Control) revolutionerat hur råvaror - vare sig det är härdat stål, aluminium, mässing eller avancerade polymerer - omvandlas till komplexa cylindriska komponenter. På EMAR inser vi att förståelsen av det invecklade förhållandet mellan maskinens arkitektur och dess bearbetningskapacitet är avgörande för inköpspersonal och ingenjörer. Den här guiden går djupt in i CNC-svarvens anatomi, utforskar hela spektret av bearbetningsoperationer och belyser hur utnyttjande av avancerad automatisering översätter till överlägsen delkvalitet och kostnadseffektivitet för din leveranskedja.

Grunden: Vad är CNC-svarvdelsbearbetning? Medan den manuella svarven spårar sin härstamning tillbaka till forntida Egypten, kräver dagens industriella krav ett kvantesprång i automatisering och precision. CNC-svarvdelsbearbetning hänvisar till den subtraktiva tillverkningsmetoden där ett stationärt skärverktyg engagerar ett roterande arbetsstycke. Till skillnad från manuellt arbete beroende på handhjul och operatörsintuition dikteras rörelse i en CNC-svarv av kodade instruktioner (G-kod) som matas till en inbyggd dator. Denna synergi av mekanisk styvhet och digital styrning möjliggör produktion av delar med repeterbar noggrannhet ner till 0,001 mm, en prestation som inte kan uppnås vid manuell bearbetning. Processen omfattar både interna operationer (ID) för att modifiera inre diametrar och externa operationer (OD) för att forma utsidan, allt som ofta kan uppnås i en enda installation.
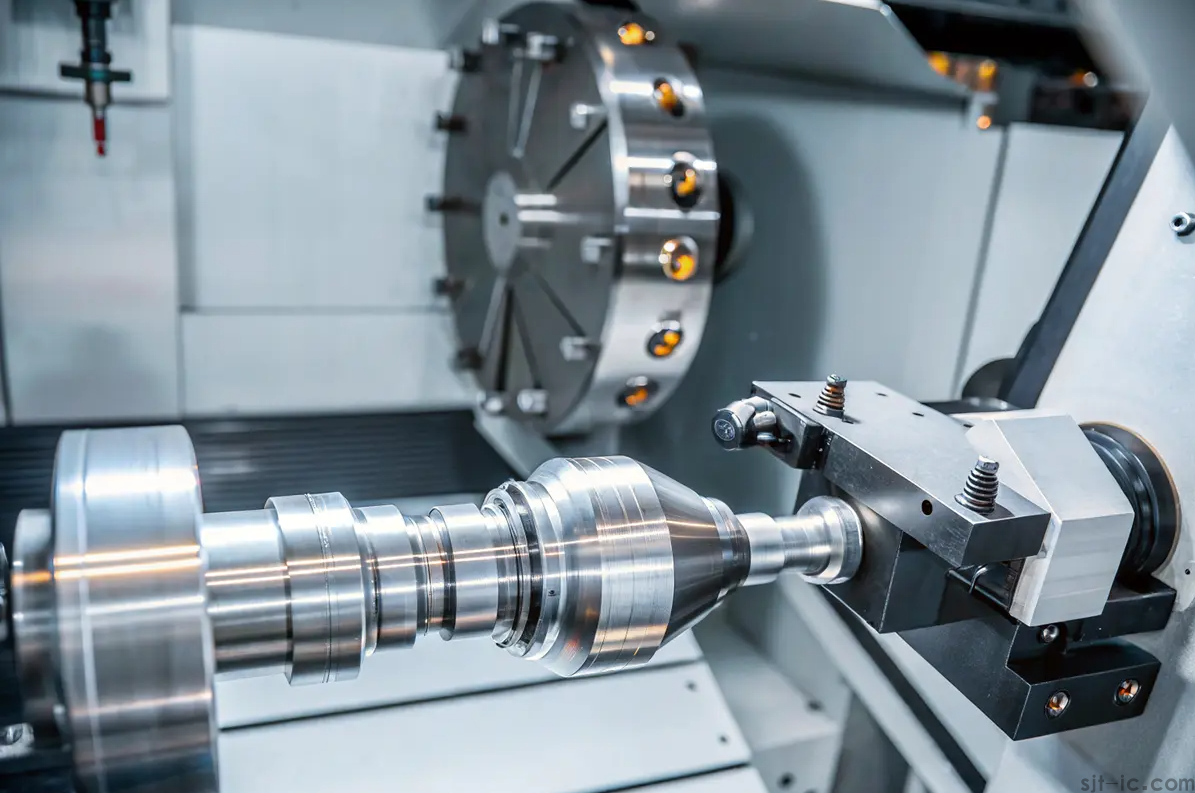
Kärnarkitektur: Viktiga CNC-svarvdelar och deras bearbetningsrullarFör att optimera CNC-svarvbearbetning måste man först förstå maskinens anatomi. Varje komponent spelar en specifik roll för att upprätthålla den stabilitet och precision som krävs för högtoleransarbete.
Huvudstammen och huvudspindeln - RotationskraftenPlacerad på vänster sida av svarvbädden, huvudstammen rymmer drivmotorn och huvudspindeln. Denna montering är hjärtat i svängprocessen och överför rotationskraften till arbetsstycket. Huvudspindelns kvalitet och styvhet korrelerar direkt med ytfinish och dimensionell stabilitet. Spindelnosen säkrar klämmekanismen, vilket dikterar arbetsstyckets koncentricitet under höghastighetsrotation. Moderna huvudstammar erbjuder varierande spindelhastigheter, vilket gör att EMAR-operatörer kan optimera skärparametrar för material som sträcker sig från mjuk plast till titanlegeringar.
Clamping Precision: Chuck vs. Collet Systems Säker arbetsstyckehållning är inte förhandlingsbar vid CNC-bearbetning.
Chuck: Vanligtvis en 3-käft (självcentrerande) eller 4-käft (oberoende) hydraulisk eller pneumatisk enhet. Chucken är idealisk för ett brett spektrum av diametrar och oregelbundna former, vilket ger det robusta greppet som krävs för borttagning av tungt material.
Collet: Används för lager med mindre diameter (vanligtvis upp till 60 mm). Collets erbjuder ett överlägset grepp och högre koncentricitet än chuckar, vilket gör dem till det föredragna valet för högprecisionsmikrobearbetning av små delar.
Tailstock och Sub-Spindle - Stabilitet och automatiseringBeläget mittemot huvudstången ger Tailstock kritisk förstärkning för långa, smala arbetsstycken som axlar eller rör. Genom att engagera arbetsstyckets centrum med hydraulisk kraft mildrar det avböjning och vibrationer, vilket säkerställer enhetlighet över delens längd. För avancerad automatisering ersätter många EMAR-svarvcentra tailstocken med en Sub-Spindle. Denna sekundära spindel griper arbetsstycket för att utföra bearbetning på baksidan - vilket möjliggör delavskärning, borrning och borrning på baksidan utan manuellt ingripande, en hörnsten i effektiv "light-out" -tillverkning.

Vagn- och verktygssystemen - Utförande av skärningVagnen är det dynamiska gränssnittet som underlättar rörelse. Bestående av sadel och tvärglidning rider den längs svarvbädden på precisionsbearbetade sätt och flyttar skärverktyget längs axlarna X (vertikal / djup) och Z (horisontell / längd). Verktyget är inrymt i en av två primära konfigurationer:
Turret Type: En indexeringsverktygspost som kan hålla flera verktyg. Den roterar för att få den önskade borren, borrstången eller vridinsatsen på plats, vilket möjliggör komplex, flerstegs CNC-svarvbearbetning utan manuella verktygsändringar.
Gang Type: Verktyg är monterade i ett linjärt arrangemang på tvärsliden. Detta möjliggör snabb indexering och är mycket effektivt för höghastighetsproduktion av små, enkla komponenter.
Svarvbädden och vertikal balk - strukturell integritetSvarvbädden är den gjutna, värmebehandlade grundplattan som stöder huvudstammen, tailstock och vagn. Dess massa och styvhet absorberar de enorma krafterna och vibrationerna i bearbetningen, vilket säkerställer geometrisk noggrannhet under många års tjänst. Vissa avancerade konstruktioner innehåller en vertikal strålekonfiguration för att minimera ackumuleringen av spånor (chips) på styrvägarna, en kritisk faktor för att upprätthålla långsiktig noggrannhet i automatiserade miljöer.
CNC-kontrollpanelen - den digitala hjärnanDetta är kommandocentret för CNC-svarvdelsbearbetning. Den tolkar 3D CAD-modelldata och visar verktygssimuleringen. Operatörer använder detta gränssnitt för att utföra torra körningar, justera matningshastigheter och övervaka spindelbelastningar, vilket säkerställer att det automatiska arbetsflödet körs med felfri precision.
Omfattande processer: Operationer utförda vid bearbetning av CNC-svarvdelar CNC-svarv är mycket mer än en enkel svarvmaskin; det är en multifunktionell plattform som kan utföra ett brett spektrum av operationer, vilket ofta eliminerar behovet av sekundär utrustning.
DriftBearbetning DescriptionTurningRemoval av stora materialvolymer från OD för att minska diametern. Idealisk för grovbearbetning av axlar.FacingSkapa en plan, slät yta på arbetsstyckets ände genom att flytta verktyget vinkelrätt mot axeln.ThreadingCutting exakta yttre eller inre gängor (via tappning) med specifik stigning och längd.Grooving / PartingCutting smala kanaler eller helt avskilja den färdiga delen från stångstocken.Borrning & BoringSkapa initiala hål med en borrkrona; Boring förstorar eller avslutar det hålet till exakta ID-toleranser med steg eller avsmalningar.ReamingEn efterbehandlingsprocess utförd efter borrning för att uppnå en mycket exakt diameter och spegelliknande inre ytbehandling. KnurlingSkapa ett strukturerat mönster (tandade linjer) på ytan för estetiskt grepp eller visuell tilltalande. ChamferingTa bort skarpa grader och skapa avfasade kanter för säker hantering och montering.Applications and Industrial MångsidighetMångsidigheten hos CNC-svarvdelbearbetning gör det oumbärligt inom ett brett spektrum av sektorer. På EMAR servar vi OEM-kunder och systemintegratörer som kräver komponenter som varierar i storlek från känsliga kirurgiska instrument till robusta olje- och gasbeslag.
Aerospace: Precisionskomponenter som landningsställstift, bussningar och motorskivor som kräver extrema toleranser och ytintegritet.
Fordon: Högvolymsproduktion av växlar, axlar, remskivor och bromsrotorer.
Medicinskt: Komplexa geometrier för benskruvar, implantat och kirurgiska verktyg i rostfritt stål.
Elektronik och hydraulik: Precisionsbeslag, kontakter och ventilhus.
CNC-svarv vs. manuell svarv: En strategisk investering i bearbetningFör upphandlingschefer som utvärderar kostnad per del är skillnaden mellan CNC och manuell bearbetning stark. Medan manuella svarvar erbjuder flexibilitet för engångsreparationer och prototyper (med installationstider på 30-60 minuter), är de operatörsberoende med toleranser som ofta är begränsade till 0,01 mm. CNC-svarvbearbetning erbjuder däremot:
Repeterbarhet: Identiska delar producerade under tusentals cykler utan avvikelse.
Produktivitet: 3-5 gånger snabbare för komplexa geometrier, med möjlighet till 24 / 7 drift och enoperatörsövervakning av flera celler.
Arbetseffektivitet: Minskad arbetskraftskostnad per enhet och minimerat materialskrot genom optimerade verktygsbanor.
Avancerade funktioner: Multi-Axis CNC-svarvbearbetning Utöver standard 2-axlig svarvning (X och Z) utnyttjar EMAR avancerade fleraxliga maskiner. 3-Axis, 4-Axis och 5-Axis fräsvarvar innehåller Y-axelrörelse och levande verktyg. Detta möjliggör borrning utanför mitten, fräsning av lägenheter och komplex konturering på en vänd del i en enda uppsättning. Även 9-Axis hybridmaskiner används för extrem komplexitet och blandar traditionell svarvning med full 5-axlig fräsning för att eliminera kumulativa fixturfel.

ConclusionOptimizing din leveranskedja börjar med att förstå funktionerna i CNC-svarvdelsbearbetning. Från den robusta spindeln till mikronprecisionsvagnen bidrar varje komponent i maskinen till den slutliga integriteten hos den bearbetade delen. På EMAR kombinerar vi denna avancerade mekaniska arkitektur med expertprogrammering och automatiserade arbetsflöden för att leverera komponenter som uppfyller de strängaste globala standarderna.
Vill du förbättra precisionen och konsistensen hos dina svarvade komponenter? Kontakta EMAR-teamet idag för att diskutera hur våra avancerade CNC-svarvlösningar kan effektivisera din produktionslinje och minska din kostnad per del.
Kontakt Telefon: + 86 18664342076 E-post: sales8@sjt-ic.com Låt oss förvandla dina mönster till verklighet med oöverträffad precision.